Project Overview A global automotive OEM (Original Equipment Manufacturer) was upgrading its body-in-white (BIW) production line to meet the growing demand for electric vehicles (EVs) and improve manufacturing flexibility. The core challenge was to a...

A global automotive OEM (Original Equipment Manufacturer) was upgrading its body-in-white (BIW) production line to meet the growing demand for electric vehicles (EVs) and improve manufacturing flexibility. The core challenge was to achieve high-precision welding positioning, fast cycle times, and reliable operation in the harsh workshop environment—characterized by high temperatures, spatter, and vibration. Pneumatic technology was selected as the core actuation solution for its superior responsiveness, load-bearing capacity, and resistance to harsh conditions.
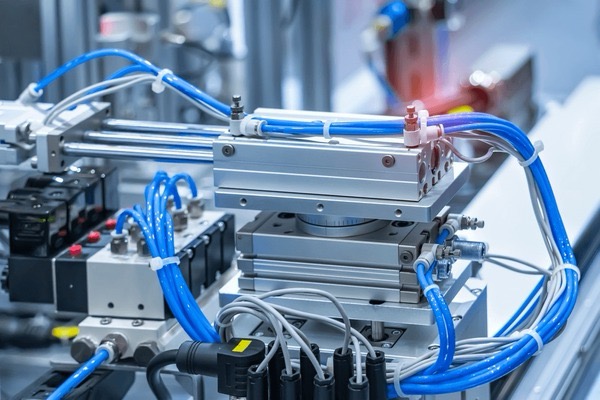
1. Precision Guided Pneumatic Cylinders
• Deployment Position: Body panel clamping and positioning stations (e.g., door frame, roof, and floor assembly).
• Technical Features: Equipped with integrated linear guides and stroke adjustment mechanisms, these cylinders offer a repeat positioning accuracy of ±0.05mm—critical for ensuring consistent welding gaps between body panels. The double-acting design provides strong clamping force (up to 8kN) to prevent panel displacement during high-current welding.
• Operational Role: When a body shell enters the station, the cylinders extend synchronously to clamp and locate the panels within 0.3 seconds, maintaining stability throughout the welding process (10–15 seconds per cycle).
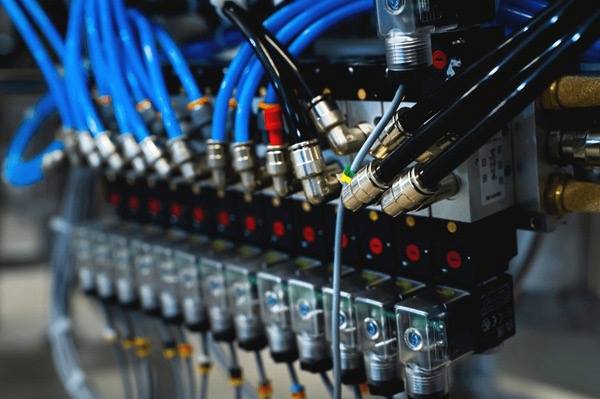
2. High-Speed Pneumatic Valves
• Deployment Position: Central control system for cylinder actuation and welding torch positioning.
• Technial Features: Pilot-operated solenoid valves with a switching time of ≤10ms and IP67 protection rating. They are designed to withstand voltage fluctuations and electromagnetic interference from welding equipment.
• Operational Role: Receive signals from the PLC (Programmable Logic Controller) to control the on/off and direction of compressed air flow, enabling synchronized actions of 24+ cylinders per station. The valves’ fast response ensures the production line achieves a cycle time of 60 seconds per body shell—30% faster than the previous hydraulic system.
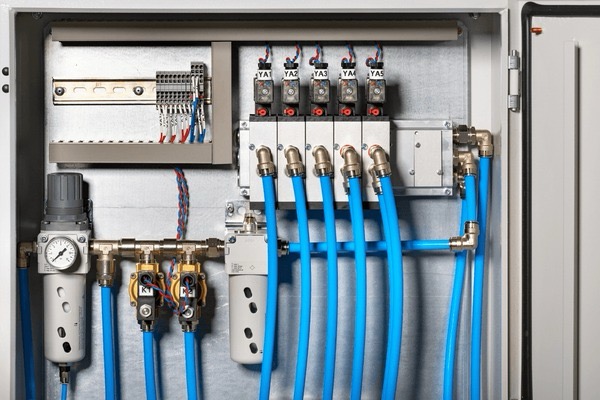
3. Air Preparation Units (APUs)
• Deployment Position: Inlet of the pneumatic system, connected to the factory’s central air compressor.
• Technical Features: Combined filter-regulator-lubricator (FRL) units with a 5μm particulate filter, water separator (dew point ≤2°C), and adjustable pressure regulator (0.1–1.0MPa). The lubricator delivers atomized oil to protect moving parts from wear.
• Operational Role: Purify and condition compressed air to remove moisture, dust, and oil contaminants, ensuring the downstream components (cylinders, valves) operate reliably. This reduces component failure rates by 40% and extends the maintenance interval from 3 months to 12 months.
4. Pneumatic Grippers with Force Sensing
• Deployment Position: Robotic arm end-effectors for handling welded body components (e.g., side sills, crossmembers).
• Technical Features: Parallel grippers with adjustable clamping force (0.5–5kN) and built-in pressure sensors. The grippers are made of heat-resistant alloy to withstand radiant heat (up to 120°C) from welding torches.
• Operational Role: The robotic arm uses the grippers to pick up welded components weighing 15–30kg, with the force sensors providing real-time feedback to the PLC to avoid over-clamping (which could deform components) or under-clamping (which risks dropping parts).