Ikhtisar Proyek Sebuah produsen peralatan asli (OEM) otomotif global sedang meningkatkan jalur produksi body-in-white (BIW)-nya untuk memenuhi permintaan kendaraan listrik (EV) yang terus meningkat serta meningkatkan fleksibilitas manufaktur. Tantangan utamanya adalah untuk ...

Sebuah produsen peralatan asli otomotif (OEM) global sedang meningkatkan jalur produksi body-in-white (BIW)-nya untuk memenuhi permintaan kendaraan listrik (EV) yang terus meningkat serta meningkatkan fleksibilitas manufaktur. Tantangan utamanya adalah mencapai presisi tinggi dalam penentuan posisi pengelasan, waktu siklus yang cepat, dan operasi yang andal di lingkungan bengkel yang keras—yang ditandai dengan suhu tinggi, percikan las (spatter), dan getaran. Teknologi pneumatik dipilih sebagai solusi aktuasi inti karena responsivitas unggulannya, kapasitas menahan beban, serta ketahanan terhadap kondisi keras.
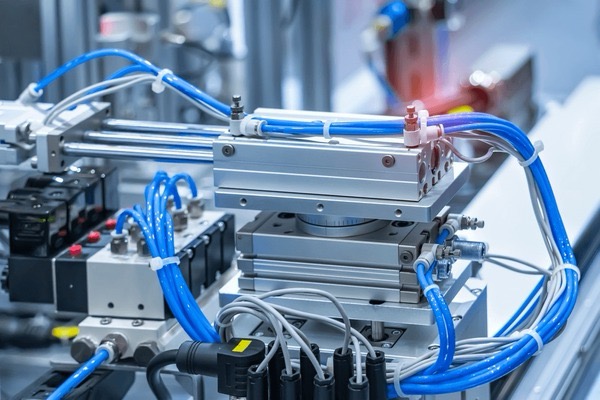
1. Silinder Pneumatik Berpandu Presisi
• Lokasi Penerapan: Stasiun penjepitan dan penentuan posisi panel body (misalnya, rangka pintu, atap, dan perakitan lantai).
• Fitur Teknis: Dilengkapi dengan panduan linear terintegrasi dan mekanisme penyesuaian langkah, silinder ini menawarkan akurasi pengulangan posisi sebesar ±0,05 mm—yang sangat penting untuk memastikan celah pengelasan yang konsisten antar panel bodi. Desain dwi-arah (double-acting) memberikan gaya penjepitan yang kuat (hingga 8 kN) guna mencegah perpindahan panel selama proses pengelasan berarus tinggi.
• Peran Operasional: Ketika rangka bodi memasuki stasiun, silinder-silinder ini mengembang secara sinkron untuk menjepit dan menentukan posisi panel dalam waktu 0,3 detik, serta mempertahankan stabilitas sepanjang proses pengelasan (10–15 detik per siklus).
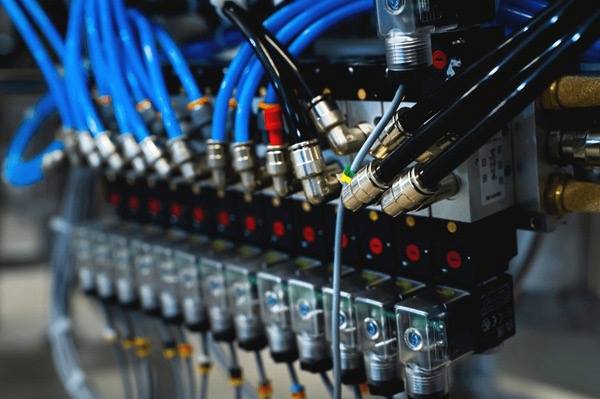
2. Katup Pneumatik Berkecepatan Tinggi
• Posisi Penerapan: Sistem kontrol pusat untuk pengaktifan silinder dan penentuan posisi torch pengelasan.
• Fitur Teknis: Katup solenoid bertekanan pilot dengan waktu pergantian ≤10 ms dan tingkat proteksi IP67. Katup-katup ini dirancang untuk tahan terhadap fluktuasi tegangan serta gangguan elektromagnetik dari peralatan pengelasan.
• Peran Operasional: Menerima sinyal dari PLC (Programmable Logic Controller) untuk mengontrol nyala/mati dan arah aliran udara bertekanan, sehingga memungkinkan tindakan terkoordinasi dari 24+ silinder per stasiun. Respons cepat katup-katup ini menjamin jalur produksi mencapai waktu siklus 60 detik per rangka bodi—30% lebih cepat dibandingkan sistem hidrolik sebelumnya.
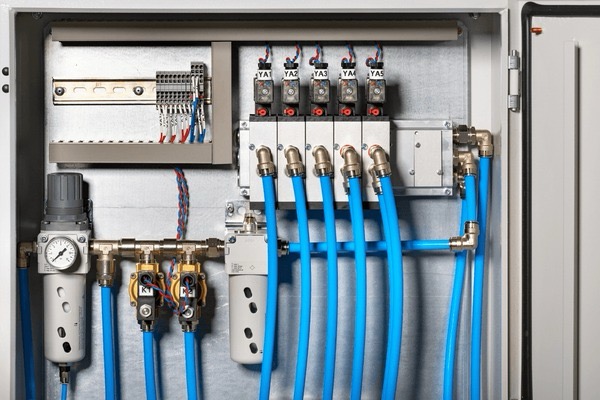
3. Unit Persiapan Udara (APU)
• Posisi Pemasangan: Masukan sistem pneumatik, terhubung ke kompresor udara pusat pabrik.
• Fitur Teknis: Unit filter-regulator-lubrikator (FRL) terintegrasi dengan filter partikulat 5 μm, pemisah air (titik embun ≤2°C), serta regulator tekanan yang dapat disetel (0,1–1,0 MPa). Lubrikator memberikan semprotan minyak untuk melindungi komponen bergerak dari keausan.
• Peran Operasional: Memurnikan dan mengkondisikan udara terkompresi untuk menghilangkan kelembapan, debu, dan kontaminan minyak, sehingga komponen hilir (silinder, katup) beroperasi secara andal. Hal ini mengurangi tingkat kegagalan komponen sebesar 40% serta memperpanjang interval perawatan dari 3 bulan menjadi 12 bulan.
4. Pneumatic Grippers dengan Sensor Gaya
• Posisi Pemasangan: Alat akhir (end-effector) pada lengan robot untuk menangani komponen bodi yang telah dilas (misalnya, ambang samping dan crossmember).
• Fitur Teknis: Gripper paralel dengan gaya penjepitan yang dapat disesuaikan (0,5–5 kN) serta sensor tekanan terintegrasi. Gripper terbuat dari paduan tahan panas untuk menahan panas radiasi (hingga 120°C) dari torch las.
• Peran Operasional: Lengan robot menggunakan gripper untuk mengangkat komponen hasil pengelasan dengan berat 15–30 kg, di mana sensor gaya memberikan umpan balik waktu nyata ke PLC guna mencegah penjepitan berlebih (yang dapat menyebabkan deformasi komponen) maupun penjepitan kurang kuat (yang berisiko menjatuhkan komponen).