Обзор проекта Глобальный автопроизводитель (OEM — производитель оригинального оборудования) модернизировал свою линию производства кузовов белого металла (BIW) для удовлетворения растущего спроса на электромобили (EV) и повышения гибкости производства. Основной задачей было...

Глобальный автопроизводитель (OEM — производитель оригинального оборудования) модернизировал свою линию производства кузовов белого цвета (BIW), чтобы удовлетворить растущий спрос на электромобили (EV) и повысить гибкость производства. Основной задачей стало обеспечение высокоточного позиционирования при сварке, короткого времени цикла и надёжной работы в суровых условиях цеха — характеризующихся высокими температурами, брызгами расплавленного металла и вибрацией. В качестве основного решения для приведения в действие были выбраны пневматические технологии благодаря их превосходной отзывчивости, способности выдерживать высокие нагрузки и устойчивости к агрессивным условиям эксплуатации.
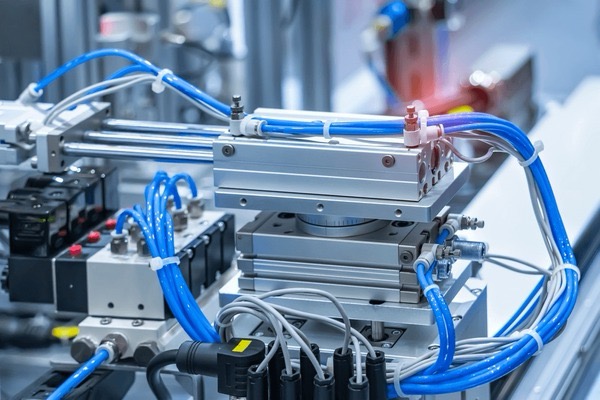
1. Прецизионные направляемые пневмоцилиндры
• Место установки: станции зажима и позиционирования кузовных панелей (например, каркас двери, крыша и пол).
• Технические характеристики: Эти цилиндры оснащены интегрированными линейными направляющими и механизмами регулировки хода и обеспечивают повторяющуюся точность позиционирования ±0,05 мм — что критически важно для обеспечения стабильного зазора между кузовными панелями при сварке.
• Эксплуатационная роль: При поступлении кузовного каркаса на станцию цилиндры одновременно выдвигаются, чтобы зафиксировать и точно расположить панели в течение 0,3 секунды и сохранять их устойчивость на протяжении всего процесса сварки (10–15 секунд на цикл).
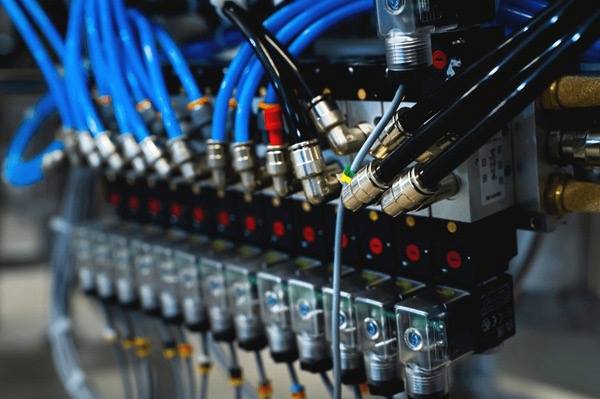
2. Высокоскоростные пневматические клапаны
• Место установки: Центральная система управления для приведения в действие цилиндров и позиционирования сварочной горелки.
• Технические характеристики: Пилотные электромагнитные клапаны со временем переключения ≤10 мс и степенью защиты IP67. Они спроектированы для устойчивой работы при колебаниях напряжения и электромагнитных помехах от сварочного оборудования.
• Эксплуатационная функция: Приём сигналов от ПЛК (программируемого логического контроллера) для управления включением/выключением и направлением потока сжатого воздуха, что обеспечивает синхронизацию работы более чем 24 цилиндров на каждой станции. Быстрый отклик клапанов позволяет достичь циклового времени производственной линии 60 секунд на кузов — на 30 % быстрее, чем у предыдущей гидравлической системы.
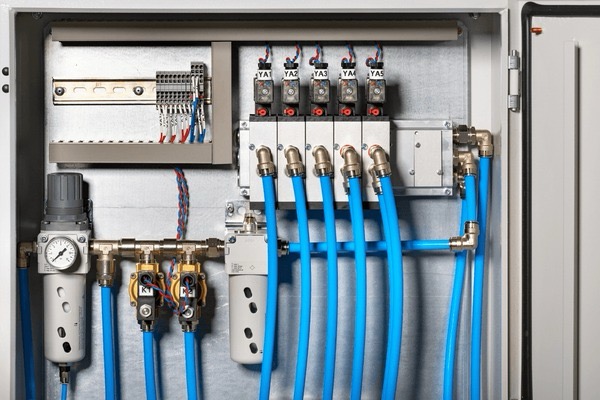
3. Блоки подготовки воздуха (APU)
• Место установки: Вход пневматической системы, подключение к центральному воздушному компрессору завода.
• Технические характеристики: Комбинированные блоки фильтр-редуктор-маслораспылитель (FRL) с фильтром твёрдых частиц 5 мкм, осушителем (точка росы ≤2 °C) и регулируемым редуктором давления (0,1–1,0 МПа). Маслораспылитель подаёт распылённое масло для защиты движущихся частей от износа.
• Операционная роль: очистка и подготовка сжатого воздуха для удаления влаги, пыли и масляных загрязнений, что обеспечивает надёжную работу компонентов на выходе (цилиндров, клапанов). Это снижает частоту отказов компонентов на 40 % и увеличивает интервал технического обслуживания с 3 до 12 месяцев.
4. Пневматические захваты с датчиками силы
• Место установки: конечные эффекторы роботизированных манипуляторов для захвата сваренных кузовных деталей (например, порогов, поперечин).
• Технические особенности: параллельные захваты с регулируемым усилием зажима (0,5–5 кН) и встроенными датчиками давления. Захваты изготовлены из жаропрочного сплава, выдерживающего тепловое излучение (до 120 °C) от сварочных горелок.
• Операционная роль: роботизированный манипулятор использует захваты для подъёма сваренных деталей массой 15–30 кг; датчики силы обеспечивают обратную связь в реальном времени для ПЛК, предотвращая чрезмерное зажатие (которое может деформировать детали) или недостаточное зажатие (чреватое выпадением деталей).