Prezentare generală a proiectului Un producător global de echipamente originale pentru autovehicule (OEM) își moderniza linia de producție pentru caroserii în stare albă (BIW) pentru a satisface cererea în creștere de vehicule electrice (EV) și pentru a îmbunătăți flexibilitatea fabricației. Provocarea principală consta în...

Un producător global de echipamente originale auto (OEM) moderniza linia sa de producție a caroseriilor în stare albă (BIW) pentru a face față cererii în creștere de vehicule electrice (EV) și pentru a îmbunătăți flexibilitatea fabricației. Provocarea principală consta în obținerea unei poziționări precise a sudurii, a unor timpi de ciclu scurți și a unei funcționări fiabile în mediul sever din atelier — caracterizat prin temperaturi ridicate, stropire metalică și vibrații. Tehnologia pneumatică a fost aleasă ca soluție principală de acționare datorită răspunsului său superior, capacității ridicate de suportare a sarcinilor și rezistenței la condițiile severe.
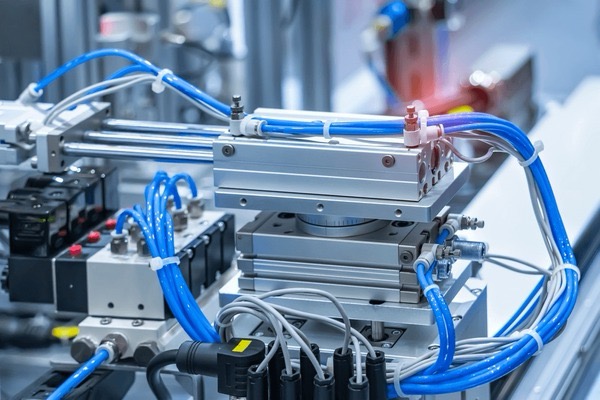
1. Cilindri pneumatici cu ghidaj precis
• Poziție de montare: Stații de fixare și poziționare a panourilor de caroserie (de exemplu, montarea cadrului ușii, a acoperișului și a podelei).
• Caracteristici tehnice: Aceste cilindri sunt echipați cu ghidaje liniare integrate și mecanisme de reglare a cursei, oferind o precizie de repetabilitate a poziționării de ±0,05 mm — esențială pentru asigurarea unor interstiții constante la sudură între panourile caroseriei. Designul dublu-efect asigură o forță puternică de strângere (până la 8 kN) pentru a preveni deplasarea panourilor în timpul sudării cu curent înalt.
• Rol operațional: Când o carcasă de vehicul intră în stație, cilindrii se extind sincron pentru a fixa și poziționa panourile într-un interval de 0,3 secunde, menținând stabilitatea pe întreaga durată a procesului de sudură (10–15 secunde pe ciclu).
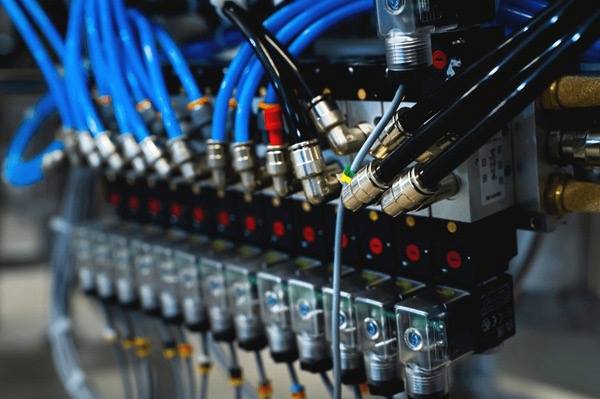
2. Supape pneumatice de înaltă viteză
• Poziție de montare: Sistem central de comandă pentru acționarea cilindrilor și poziționarea torței de sudură.
• Caracteristici tehnice: Supape electromagnetice cu comandă prin pilot, având un timp de comutare de ≤10 ms și grad de protecție IP67. Acestea sunt concepute pentru a rezista fluctuațiilor de tensiune și interferențelor electromagnetice provenite de la echipamentele de sudură.
• Rol operațional: Primește semnale de la PLC (Controller Logic Programabil) pentru a controla pornirea/oprirea și direcția fluxului de aer comprimat, permițând acțiuni sincronizate ale a 24+ cilindri pe stație. Răspunsul rapid al electrovalvelor asigură atingerea unui timp de ciclu de 60 de secunde pe caroserie în linia de producție — cu 30 % mai rapid decât sistemul hidraulic anterior.
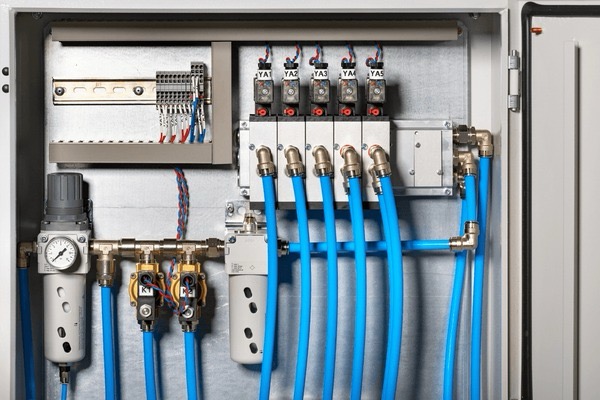
3. Unități de pregătire a aerului (APU)
• Poziție de montare: Intrarea în sistemul pneumatic, conectată la compresorul central de aer al uzinei.
• Caracteristici tehnice: Unități combinate filtru-regulator-lubrifiant (FRL) dotate cu un filtru de particule de 5 μm, separator de apă (punct de rouă ≤2 °C) și regulator de presiune reglabil (0,1–1,0 MPa). Lubrifiantul furnizează ulei atomizat pentru protejarea pieselor mobile împotriva uzurii.
• Rol operațional: Purificarea și condiționarea aerului comprimat pentru eliminarea umidității, prafului și contaminanților de ulei, asigurând o funcționare fiabilă a componentelor din aval (cilindri, supape). Aceasta reduce rata de defectare a componentelor cu 40 % și prelungește intervalul de întreținere de la 3 luni la 12 luni.
4. Pinze pneumatice cu senzori de forță
• Poziție de montare: Echipamente finale (end-effectors) ale brațului robotic, utilizate pentru manipularea componentelor caroseriei sudate (de exemplu, praguri laterale, traversiere).
• Caracteristici tehnice: Pinze paralele cu forță de strângere reglabilă (0,5–5 kN) și senzori de presiune încorporați. Pinzele sunt fabricate dintr-un aliaj rezistent la căldură, capabil să suporte căldura radiantă (până la 120 °C) emisă de arzătoarele de sudură.
• Rol operațional: Brațul robotic utilizează pinzele pentru ridicarea componentelor sudate, având o masă de 15–30 kg, iar senzorii de forță furnizează feedback în timp real PLC-ului, pentru a evita atât strângerea excesivă (care ar putea deforma componentele), cât și strângerea insuficientă (care ar putea duce la căderea pieselor).