Panoramica del progetto: un produttore automobilistico globale (OEM, Original Equipment Manufacturer) stava aggiornando la propria linea di produzione per la carrozzeria in bianco (BIW) per soddisfare la crescente domanda di veicoli elettrici (EV) e migliorare la flessibilità produttiva. La sfida principale era quella di a...

Un produttore automobilistico globale (OEM, Original Equipment Manufacturer) stava aggiornando la propria linea di produzione della carrozzeria in bianco (BIW) per soddisfare la crescente domanda di veicoli elettrici (EV) e migliorare la flessibilità produttiva. La sfida principale consisteva nel raggiungere un posizionamento di saldatura ad alta precisione, tempi di ciclo rapidi e un funzionamento affidabile in un ambiente di officina severo — caratterizzato da alte temperature, schizzi di metallo fuso e vibrazioni. La tecnologia pneumatica è stata scelta come soluzione di azionamento principale per la sua eccellente reattività, capacità di carico e resistenza alle condizioni avverse.
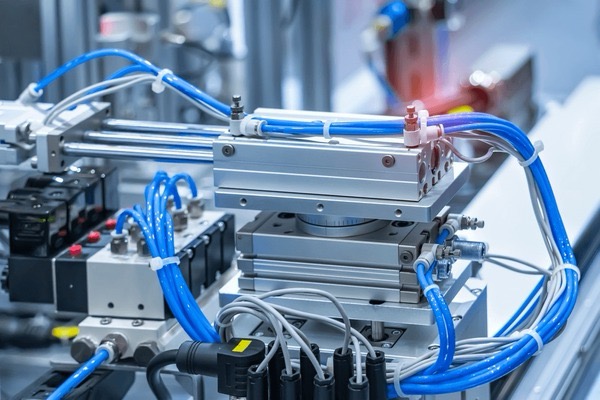
1. Cilindri pneumatici a guida precisa
• Posizione di impiego: Stazioni di serraggio e posizionamento dei pannelli della carrozzeria (ad es. telaio della portiera, tetto e assemblaggio del pianale).
• Caratteristiche tecniche: Dotati di guide lineari integrate e meccanismi di regolazione della corsa, questi cilindri offrono un’accuratezza di riposizionamento ripetibile di ±0,05 mm, fondamentale per garantire interstizi di saldatura costanti tra i pannelli della carrozzeria. La configurazione a doppio effetto fornisce una forte forza di serraggio (fino a 8 kN) per prevenire lo spostamento dei pannelli durante la saldatura ad alta corrente.
• Ruolo operativo: Quando una scocca entra nella stazione, i cilindri si estendono in sincronia per serrare e posizionare i pannelli entro 0,3 secondi, mantenendo la stabilità per tutta la durata del processo di saldatura (10–15 secondi per ciclo).
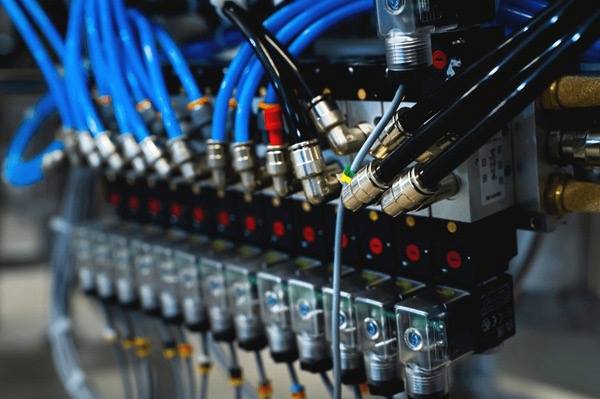
2. Valvole pneumatiche ad alta velocità
• Posizione di installazione: Sistema di controllo centrale per l’azionamento dei cilindri e il posizionamento della torcia di saldatura.
• Caratteristiche tecniche: Valvole solenoidi a comando pilotato con tempo di commutazione ≤10 ms e grado di protezione IP67. Sono progettate per resistere a fluttuazioni di tensione e interferenze elettromagnetiche provenienti dalle attrezzature di saldatura.
• Ruolo operativo: Riceve segnali dal PLC (Controllore Logico Programmabile) per controllare l’accensione/spegnimento e il senso di flusso dell’aria compressa, consentendo azioni sincronizzate di 24+ cilindri per stazione. La rapida risposta delle valvole garantisce che la linea di produzione raggiunga un tempo di ciclo di 60 secondi per carrozzeria — il 30% più veloce rispetto al precedente sistema idraulico.
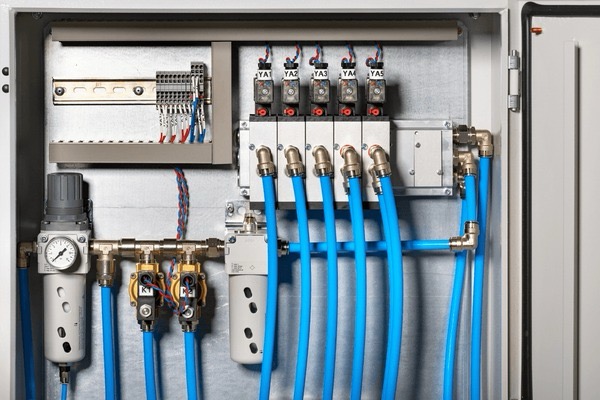
3. Unità di preparazione dell’aria (APU)
• Posizione di installazione: Ingresso del sistema pneumatico, collegato al compressore d’aria centrale dello stabilimento.
• Caratteristiche tecniche: Unità combinate filtro-regolatore-lubrificatore (FRL) dotate di filtro per particolato da 5 μm, separatore di acqua (punto di rugiada ≤2 °C) e regolatore di pressione regolabile (0,1–1,0 MPa). Il lubrificatore eroga olio nebulizzato per proteggere le parti mobili dall’usura.
• Ruolo operativo: Purificare e condizionare l'aria compressa per rimuovere umidità, polvere e contaminanti oleosi, garantendo un funzionamento affidabile dei componenti a valle (cilindri, valvole). Ciò riduce del 40% il tasso di guasti dei componenti e prolunga l'intervallo di manutenzione da 3 a 12 mesi.
4. Pinze pneumatiche con rilevamento della forza
• Posizione di installazione: Estremità degli arti robotici per la manipolazione di componenti carrozzeria saldati (ad es. soglie laterali, traverse).
• Caratteristiche tecniche: Pinze parallele con forza di serraggio regolabile (0,5–5 kN) e sensori di pressione integrati. Le pinze sono realizzate in lega resistente al calore per sopportare il calore radiante (fino a 120 °C) delle torce di saldatura.
• Ruolo operativo: L'arto robotico utilizza le pinze per prelevare componenti saldati del peso di 15–30 kg; i sensori di forza forniscono un feedback in tempo reale al PLC per evitare sia un serraggio eccessivo (che potrebbe deformare i componenti) sia un serraggio insufficiente (che comporterebbe il rischio di far cadere i pezzi).