Přehled projektu Globální výrobce automobilových komponent (OEM – Original Equipment Manufacturer) modernizoval svou výrobní linku pro karosérie vozidel (BIW – Body-in-White), aby splnil rostoucí poptávku po elektrických vozidlech (EV) a zlepšil flexibilitu výroby. Hlavní výzvou bylo ...

Globální výrobce automobilových originálních dílů (OEM) modernizoval svou výrobní linku pro karosérie bez nátěru (BIW), aby splnil rostoucí poptávku po elektrických vozidlech (EV) a zlepšil flexibilitu výroby. Hlavní výzvou bylo dosáhnout vysoce přesného polohování při svařování, krátkých cyklových časů a spolehlivého provozu v náročném prostředí dílny – charakterizovaném vysokými teplotami, rozstřikem taveniny a vibracemi. Jako základní řešení pro pohony byla zvolena pneumatická technologie díky její vynikající odezvě, nosné kapacitě a odolnosti vůči náročným podmínkám.
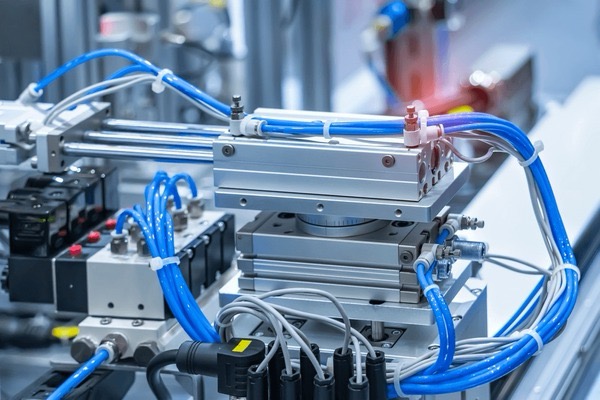
1. Pneumatické válce s přesným vedením
• Umístění nasazení: Stanice pro upínání a polohování karoserních dílů (např. rámy dveří, střecha a podlahová montáž).
• Technické vlastnosti: Tyto válce jsou vybaveny integrovanými lineárními vodítky a mechanismy pro nastavení zdvihu a nabízejí opakovanou polohovací přesnost ±0,05 mm – což je klíčové pro zajištění stálé šířky svařovacího rozteku mezi karosériovými panely. Dvojčinný design poskytuje vysokou upínací sílu (až 8 kN), která zabrání posunu panelů během svařování vysokým proudem.
• Provozní funkce: Jakmile vstoupí karosérie do pracoviště, válce se synchronně vysunou a za 0,3 sekundy upnou a nainstalují panely do požadované polohy, čímž zajistí stabilitu po celou dobu svařovacího procesu (10–15 sekund na jeden cyklus).
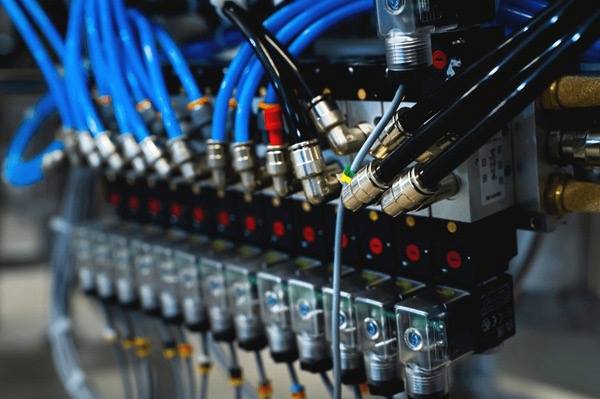
2. Vysokorychlostní pneumatické ventily
• Umístění nasazení: Centrální řídicí systém pro ovládání válců a polohování svařovací hořáku.
• Technické vlastnosti: Pilotně ovládané elektromagnetické ventily se spínací dobou ≤10 ms a ochranou dle stupně IP67. Jsou navrženy tak, aby odolaly napěťovým výkyvům i elektromagnetickému rušení ze svařovacích zařízení.
• Operační role: Příjem signálů od PLC (programovatelného logického řídicího systému) pro řízení zapnutí/vypnutí a směru proudění stlačeného vzduchu, čímž se zajišťují synchronizované pohyby více než 24 válců na každé stanici. Rychlá odezva ventilů umožňuje dosažení taktu výrobní linky 60 sekund na karosérii – o 30 % rychleji než u předchozího hydraulického systému.
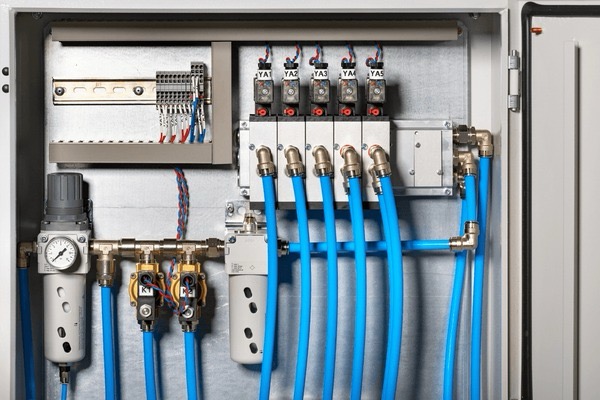
3. Jednotky přípravy vzduchu (APU)
• Umístění nasazení: Vstup do pneumatického systému, připojení ke střednímu kompresoru továrního vzduchu.
• Technické vlastnosti: Kombinované jednotky filtru-regulátoru-mazacího zařízení (FRL) s filtračním stupněm 5 μm, oddělovačem vody (teplota rosného bodu ≤ 2 °C) a nastavitelným tlakovým regulátorem (0,1–1,0 MPa). Mazací zařízení dodává atomizovaný olej k ochraně pohyblivých částí před opotřebením.
• Operační role: Čištění a kondicionování stlačeného vzduchu za účelem odstranění vlhkosti, prachu a olejových kontaminantů, čímž se zajišťuje spolehlivý provoz komponentů v následném řetězci (válců, ventilů). To snižuje míru poruch komponent o 40 % a prodlužuje interval údržby ze 3 měsíců na 12 měsíců.
4. Pneumatické kleště s detekcí síly
• Umístění nasazení: Koncové efektory robotické paže pro manipulaci se svařovanými karosériovými díly (např. boční práh, příčné nosníky).
• Technické vlastnosti: Paralelní kleště s nastavitelnou upínací silou (0,5–5 kN) a vestavěnými tlakovými senzory. Kleště jsou vyrobeny z tepelně odolné slitiny, která odolává zářivému teplu (až 120 °C) ze svařovacích hořáků.
• Operační role: Robotická paže používá kleště k zdvihání svařovaných dílů o hmotnosti 15–30 kg; senzory síly poskytují PLC reálnou zpětnou vazbu, aby se zabránilo příliš silnému upnutí (které by mohlo deformovat díly) nebo příliš slabému upnutí (které by hrozilo výpadkem dílů).