Επισκόπηση Έργου: Ένας παγκόσμιος κατασκευαστής αυτοκινήτων (OEM – Original Equipment Manufacturer) αναβάθμιζε τη γραμμή παραγωγής του αμαξώματος χωρίς βαφή (BIW) για να καλύψει την αυξανόμενη ζήτηση ηλεκτρικών οχημάτων (EV) και να βελτιώσει την ευελαστικότητα της παραγωγής. Η βασική πρόκληση ήταν η...

Ένας παγκόσμιος κατασκευαστής αυτοκινήτων (OEM – Original Equipment Manufacturer) αναβάθμιζε τη γραμμή παραγωγής του σώματος χωρίς βαφή (BIW) για να καλύψει την αυξανόμενη ζήτηση ηλεκτρικών οχημάτων (EV) και να βελτιώσει την ευελιξία της παραγωγής. Η βασική πρόκληση ήταν η επίτευξη ακριβούς θέσης συγκόλλησης, γρήγορων χρόνων κύκλου και αξιόπιστης λειτουργίας στο απαιτητικό περιβάλλον του εργοστασίου—το οποίο χαρακτηρίζεται από υψηλές θερμοκρασίες, σπινθηρισμό και δονήσεις. Η πνευματική τεχνολογία επιλέχθηκε ως η κύρια λύση κίνησης λόγω της εξαιρετικής της απόκρισης, της ικανότητας φέρουσας ικανότητας και της αντοχής της σε απαιτητικές συνθήκες.
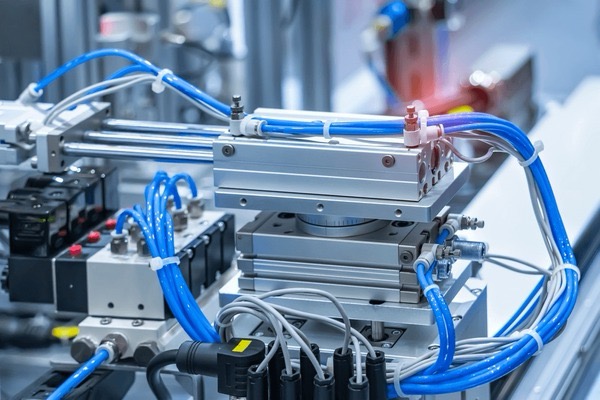
1. Ακριβείς Καθοδηγούμενοι Πνευματικοί Κύλινδροι
• Θέση Εγκατάστασης: Σταθμοί σύσφιξης και προσανατολισμού επιφανειών καροτσαρίσματος (π.χ. πλαίσιο πόρτας, οροφή και σύνδεση δαπέδου).
• Τεχνικά Χαρακτηριστικά: Οι κύλινδροι αυτοί είναι εξοπλισμένοι με ενσωματωμένους γραμμικούς οδηγούς και μηχανισμούς ρύθμισης διαδρομής και προσφέρουν ακρίβεια επαναλαμβανόμενης θέσης ±0,05 mm — κρίσιμη για τη διασφάλιση σταθερών ραφών συγκόλλησης μεταξύ επιφανειών καροτσαρίσματος. Η διπλής ενέργειας διάταξη παρέχει ισχυρή δύναμη σύσφιξης (μέχρι 8 kN) για να αποτρέψει τη μετατόπιση των επιφανειών κατά τη διάρκεια συγκόλλησης με υψηλό ρεύμα.
• Λειτουργικός Ρόλος: Όταν ένα καροτσάρισμα εισέρχεται στον σταθμό, οι κύλινδροι εκτείνονται συγχρόνως για να συγκρατήσουν και να προσδιορίσουν τις επιφάνειες εντός 0,3 δευτερολέπτων, διατηρώντας τη σταθερότητά τους καθ’ όλη τη διάρκεια της διαδικασίας συγκόλλησης (10–15 δευτερόλεπτα ανά κύκλο).
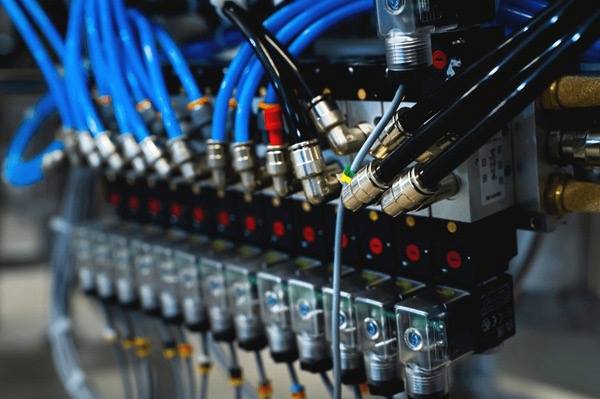
2. Υψηλής Ταχύτητας Πνευματικές Βαλβίδες
• Θέση Εγκατάστασης: Κεντρικό σύστημα ελέγχου για την ενεργοποίηση των κυλίνδρων και τη θέση της συγκολλητικής λαβής.
• Τεχνικά χαρακτηριστικά: Ηλεκτρομαγνητικές βαλβίδες λειτουργίας με χρόνο ενεργοποίησης ≤10 ms και βαθμό προστασίας IP67. Σχεδιάστηκαν για να αντέχουν διακυμάνσεις τάσης και ηλεκτρομαγνητική παρεμβολή από εξοπλισμό συγκόλλησης.
• Λειτουργικός ρόλος: Λαμβάνουν σήματα από τον Προγραμματιζόμενο Λογικό Ελεγκτή (PLC) για να ελέγχουν την ενεργοποίηση/απενεργοποίηση και την κατεύθυνση της ροής συμπιεσμένου αέρα, επιτρέποντας συγχρονισμένες ενέργειες 24+ κυλίνδρων ανά σταθμό. Η γρήγορη απόκριση των βαλβίδων διασφαλίζει ότι η γραμμή παραγωγής επιτυγχάνει χρόνο κύκλου 60 δευτερολέπτων ανά καροτσέρι — 30% ταχύτερα από το προηγούμενο υδραυλικό σύστημα.
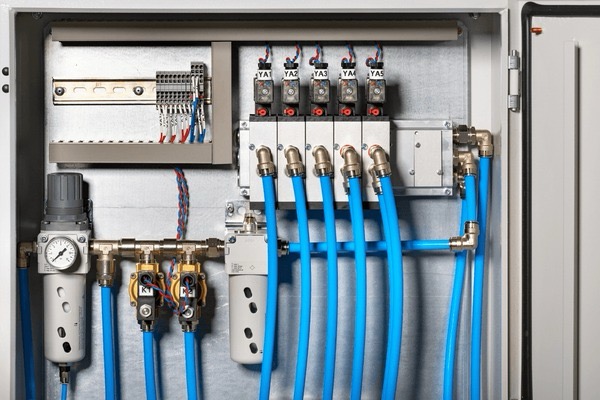
3. Μονάδες Προετοιμασίας Αέρα (APUs)
• Θέση εγκατάστασης: Είσοδος του πνευματικού συστήματος, συνδεδεμένη με τον κεντρικό συμπιεστή αέρα του εργοστασίου.
• Τεχνικά χαρακτηριστικά: Συνδυασμένες μονάδες φίλτρου-ρυθμιστή-λιπαντικού (FRL) με φίλτρο σωματιδίων 5 μm, διαχωριστή υγρασίας (σημείο δρόσου ≤2 °C) και ρυθμιστή πίεσης με δυνατότητα ρύθμισης (0,1–1,0 MPa). Το λιπαντικό παρέχει ατομοποιημένο λάδι για την προστασία των κινούμενων μερών από φθορά.
• Λειτουργικός Ρόλος: Καθαρισμός και προετοιμασία του συμπιεσμένου αέρα για απομάκρυνση υγρασίας, σκόνης και λιπαντικών ρύπων, διασφαλίζοντας την αξιόπιστη λειτουργία των εξαρτημάτων που βρίσκονται στην κατεύθυνση ροής (κυλίνδρους, βαλβίδες). Αυτό μειώνει τα ποσοστά αποτυχίας των εξαρτημάτων κατά 40% και επεκτείνει το διάστημα συντήρησης από 3 σε 12 μήνες.
4. Πνευματικοί Γριπερ με Αίσθηση Δύναμης
• Θέση Εγκατάστασης: Τελικά εργαλεία (end-effectors) ρομποτικών βραχιόνων για τη χειριστική επεξεργασία συγκολλημένων στοιχείων του καροτσαμιού (π.χ. πλευρικών κατωφλίων, εγκάρσιων δοκών).
• Τεχνικά Χαρακτηριστικά: Παράλληλοι γριπερ με ρυθμιζόμενη δύναμη σύσφιξης (0,5–5 kN) και ενσωματωμένους αισθητήρες πίεσης. Οι γριπερ κατασκευάζονται από κράμα ανθεκτικό στη θερμότητα, προκειμένου να αντέχουν την ακτινοβολούμενη θερμότητα (μέχρι 120 °C) από τα καυστικά τόρτσες.
• Λειτουργικός Ρόλος: Ο ρομποτικός βραχίονας χρησιμοποιεί τους γριπερ για την ανύψωση συγκολλημένων εξαρτημάτων βάρους 15–30 kg, ενώ οι αισθητήρες δύναμης παρέχουν πραγματικό χρόνο ανατροφοδότηση στον PLC, προκειμένου να αποφευχθεί η υπερσύσφιξη (η οποία θα μπορούσε να προκαλέσει παραμόρφωση των εξαρτημάτων) ή η υποσύσφιξη (η οποία ενδέχεται να οδηγήσει σε πτώση των εξαρτημάτων).