Преглед на проектот: Глобален автомобилски производител на оригинална опрема (OEM) го надградуваше својот производствен конвејер за каросерии во белина (BIW), за да задоволи растечката побарувачка за електрични возила (EV) и да ја подобри флексибилноста во производството. Основниот предизвик беше да се ...

Глобален автомобилски OEM (производител на оригинални опреми) го надградуваше својот производствен конвејер за каросерии во белина (BIW), за да задоволи растечката побарувачка за електрични возила (EV) и да ја подобри флексибилноста во производството. Клучниот предизвик беше постигнување високопрецизно позиционирање при заварување, брзи циклуси и доверлива работа во тешките работилнички услови — карактеристични по високите температури, разбрызгување на метал и вибрации. Пневматската технологија беше избрана како основно решение за активирање поради нејзината превладувачка брзина на одговор, способност да носи големи товари и отпорност кон тешки услови.
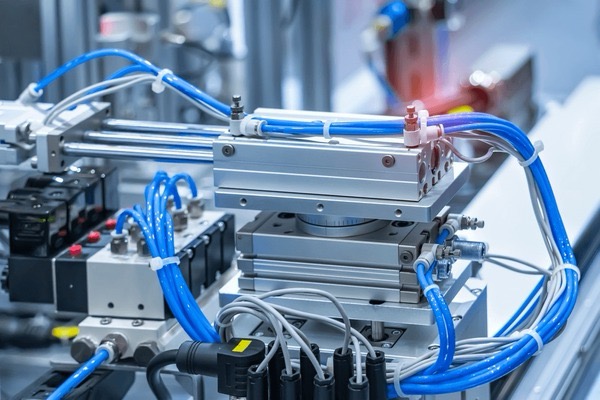
1. Пневматски цилиндри со прецизно водење
• Локација на поставување: Станици за стегање и позиционирање на панелите на каросеријата (напр., рамка на вратата, покрив и подлога).
• Технички карактеристики: Овие цилиндри се опремени со интегрирани линеарни водачи и механизми за прилагодување на ходот, што им овозможува повторлива точност во позиционирањето од ±0,05 мм — клучно за осигурување постојани заварочни меѓупростори помеѓу каросериите. Двојното дејство обезбедува силна клинска сила (до 8 kN) за спречување на поместувањето на панелите во текот на заварувањето со висока струја.
• Оперативна улога: Кога каросеријата ќе влезе во станцијата, цилиндрите се издолжуваат синхронизирано за да ги заклопат и позиционираат панелите во рок од 0,3 секунди и ги задржуваат стабилни низ целиот процес на заварување (10–15 секунди по циклус).
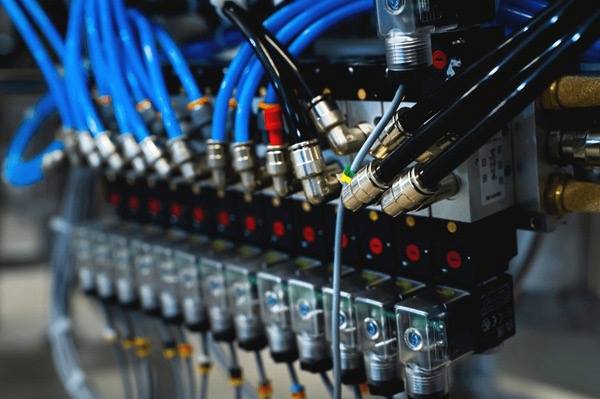
2. Високоскоростни пневматски вентили
• Позиција на поставување: Централен контролен систем за активирање на цилиндрите и позиционирање на заварочната горелка.
• Технички карактеристики: Пилот-оперирани електромагнетни вентили со време на превклучување од ≤10 мс и степен на заштита IP67. Дизајнирани се за отпорност кон флуктуации на напонот и електромагнетни сметки од заварочната опрема.
• Оперативна улога: Прима сигнали од ПЛК (Програмирабилниот логички контролер) за да го контролира вклучувањето/исклучувањето и насоката на протокот на компресиран воздух, овозможувајќи синхронизирани акции на 24+ цилиндри по станција. Брзиот одговор на вентилите осигурува дека производствената линија постигнува циклусно време од 60 секунди по каросерија — за 30% побрзо од претходниот хидрауличен систем.
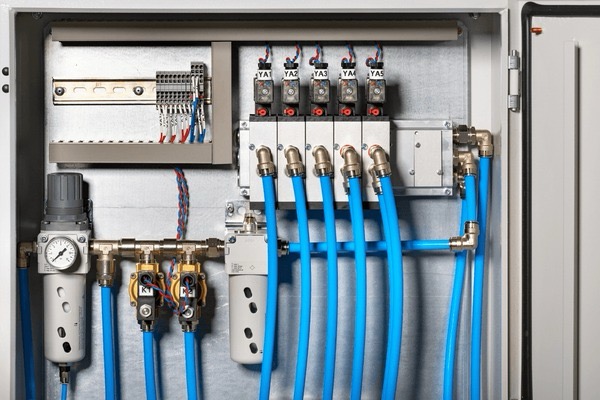
3. Единици за подготовка на воздух (APU)
• Позиција на поставување: Влез на пневматичниот систем, поврзан со централниот воздушни компресор на фабриката.
• Технички карактеристики: Комбинирани единици за филтрирање-регулација-мазење (FRL) со честичен филтер од 5 μm, одвојувач на вода (точка на роса ≤2°C) и регулатор на притисок со можност за прилагодување (0,1–1,0 MPa). Мазењето се врши со атомизирано масло за заштита на подвижните делови од носење.
• Оперативна улога: Очистување и кондиционирање на компресиран воздух за отстранување на влага, praшина и масни загадувачи, осигурувајќи доверливо функционирање на компонентите низотек (цилиндри, вентили). Ова го намалува процентот на неуспеси на компонентите за 40 % и го проширува интервалот за одржување од 3 месеци на 12 месеци.
4. Пневматски шипки со сензори за сила
• Позиција на поставување: Крајни ефектори на роботски раце за работа со заварени делови од кузовот (напр., странични прагови, напречни греди).
• Технички карактеристики: Паралелни шипки со регулирлива сила на стискање (0,5–5 kN) и вградени сензори за притисок. Шипките се изработени од легура отпорна на топлина за да издържат зрачењето на топлина (до 120 °C) од заварувачките лампи.
• Оперативна улога: Роботската рака користи шипките за подигање на заварените делови со тежина од 15 до 30 kg, при што сензорите за сила обезбедуваат реално време повратна информација до ПЛК за да се спречи прекумерно стискање (што би можело да деформира деловите) или недоволно стискање (што би го зголемило ризикот од испаѓање на деловите).