Aperçu du projet : Un équipementier automobile mondial (fabricant d'équipements d'origine, OEM) modernisait sa ligne de production de carrosseries blanches (BIW) afin de répondre à la demande croissante de véhicules électriques (VE) et d'améliorer la flexibilité de fabrication. Le défi principal consistait à...

Un équipementier automobile mondial (fabricant d'équipements d'origine, ou OEM) modernisait sa ligne de production de caisses blanches (BIW) afin de répondre à la demande croissante de véhicules électriques (VE) et d'améliorer la flexibilité de fabrication. Le défi principal consistait à assurer un positionnement de soudage de haute précision, des temps de cycle courts et un fonctionnement fiable dans l'environnement exigeant de l'atelier — caractérisé par des températures élevées, des projections de métal en fusion (éclaboussures) et des vibrations. La technologie pneumatique a été retenue comme solution d'actionnement principale en raison de sa réactivité supérieure, de sa capacité de charge élevée et de sa résistance aux conditions sévères.
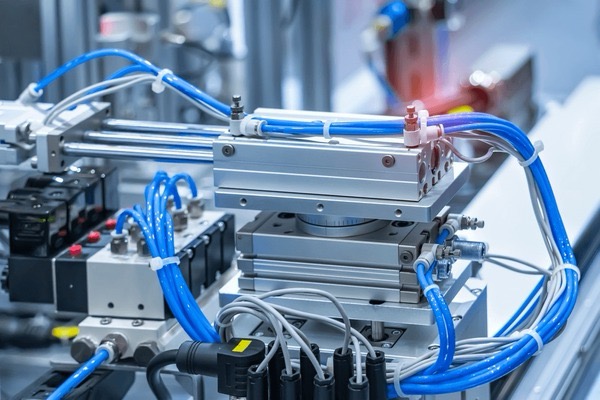
1. Vérins pneumatiques à guidage précis
• Emplacement d’installation : Postes de serrage et de positionnement des panneaux de carrosserie (par exemple, cadre de porte, toit et assemblage du plancher).
• Caractéristiques techniques : Équipés de guides linéaires intégrés et de mécanismes de réglage de la course, ces vérins offrent une précision de positionnement répétée de ±0,05 mm — essentielle pour garantir des jeux de soudure constants entre les panneaux de carrosserie. La conception à double effet fournit une forte force de serrage (jusqu’à 8 kN) afin d’empêcher tout déplacement des panneaux pendant le soudage à fort courant.
• Rôle opérationnel : Lorsqu’une caisse entre sur le poste, les vérins se déplacent de façon synchrone en 0,3 seconde pour serrer et positionner les panneaux, assurant ainsi leur stabilité tout au long du processus de soudage (10 à 15 secondes par cycle).
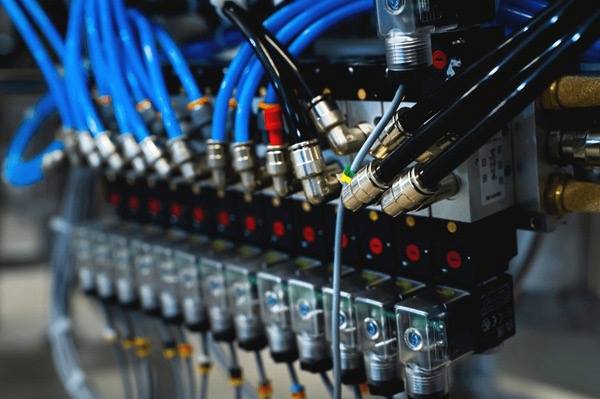
2. Vannes pneumatiques haute vitesse
• Position de déploiement : Système de commande centralisé pour l’actionnement des vérins et le positionnement de la torche à souder.
• Caractéristiques techniques : Vannes électromagnétiques à pilotage indirect, avec un temps de commutation ≤ 10 ms et un indice de protection IP67. Elles sont conçues pour résister aux fluctuations de tension et aux interférences électromagnétiques provenant des équipements de soudage.
• Rôle opérationnel : Recevoir des signaux de l’API (automate programmable industriel) pour commander la mise sous tension/hors tension et le sens du flux d’air comprimé, permettant ainsi des actions synchronisées de plus de 24 vérins par poste. La rapidité de réponse des distributeurs garantit que la chaîne de production atteint un temps de cycle de 60 secondes par caisse — soit 30 % plus rapide que l’ancien système hydraulique.
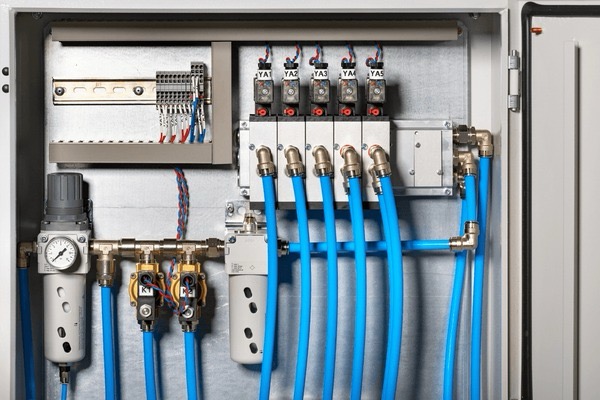
3. Unités de préparation d’air (UPA)
• Position de déploiement : À l’entrée du système pneumatique, raccordée au compresseur d’air central de l’usine.
• Caractéristiques techniques : Unités combinées filtre-régulateur-lubrificateur (FRL) équipées d’un filtre à particules de 5 μm, d’un séparateur d’eau (point de rosée ≤ 2 °C) et d’un régulateur de pression réglable (0,1–1,0 MPa). Le lubrificateur délivre de l’huile atomisée afin de protéger les pièces mobiles contre l’usure.
• Rôle opérationnel : Purifier et conditionner l’air comprimé afin d’éliminer l’humidité, la poussière et les contaminants huileux, garantissant ainsi un fonctionnement fiable des composants en aval (vérins, robinets). Cela réduit de 40 % le taux de défaillance des composants et prolonge l’intervalle de maintenance de 3 à 12 mois.
4. Pinces pneumatiques avec capteurs de force
• Position de déploiement : Effecteurs terminaux de bras robotisés destinés à la manipulation de composants carrossés soudés (par exemple, seuils latéraux, entretoises).
• Caractéristiques techniques : Pinces parallèles dotées d’une force de serrage réglable (0,5–5 kN) et de capteurs de pression intégrés. Ces pinces sont fabriquées dans un alliage résistant à la chaleur afin de supporter la chaleur rayonnante (jusqu’à 120 °C) émise par les torches à souder.
• Rôle opérationnel : Le bras robotisé utilise ces pinces pour saisir des composants soudés pesant de 15 à 30 kg ; les capteurs de force fournissent une rétroaction en temps réel au système automatisé (API) afin d’éviter tout serrage excessif (risquant de déformer les composants) ou insuffisant (risquant de faire tomber les pièces).