مروری بر پروژه: یک سازنده تجهیزات اصلی خودروسازی جهانی (OEM) در حال ارتقای خط تولید بدنهٔ بدون رنگ (BIW) خود بود تا تقاضای رو به رشد وسایل نقلیه الکتریکی (EV) را برآورده کند و انعطافپذیری تولید را بهبود بخشد. چالش اصلی، این بود که...

یک سازنده جهانی خودرو (OEM) که تجهیزات اصلی را تأمین میکند، خط تولید بدنهٔ بدون رنگ (BIW) خود را برای پاسخگویی به تقاضای رو به رشد وسایل نقلیه الکتریکی (EV) و بهبود انعطافپذیری تولید در حال ارتقا بود. چالش اصلی دستیابی به موقعیتیابی دقیق جوشکاری، زمانهای چرخه سریع و عملکرد قابل اعتماد در محیط سخت کارگاهی—که با دمای بالا، پاشش جوش و لرزش مشخص میشود—بود. فناوری پنوماتیک بهعنوان راهحل اصلی عملگری انتخاب شد، زیرا پاسخدهی عالی، ظرفیت تحمل بار و مقاومت در برابر شرایط سخت را ارائه میدهد.
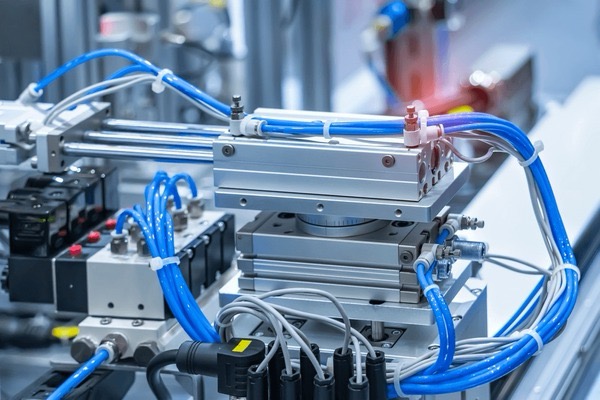
۱. سیلندرهای پنوماتیک با راهنمایی دقیق
• محل نصب: ایستگاههای گیرهبندی و موقعیتدهی صفحات بدنه (مانند قاب در، سقف و مونتاژ کف)
• ویژگیهای فنی: این سیلندرها مجهز به راهنمای خطی یکپارچه و مکانیزمهای تنظیم طول حرکت هستند و دقت تکراری موقعیتیابی ±۰٫۰۵ میلیمتر را ارائه میدهند — که برای تضمین شکافهای جوشزنی یکنواخت بین پنلهای بدنه حیاتی است. طراحی دوطرفه (دو عملگر) نیروی قفلکنندگی قوی (تا ۸ کیلونیوتن) ایجاد میکند تا از جابهجایی پنلها در حین جوشزنی با جریان بالا جلوگیری شود.
• نقش عملیاتی: هنگامی که بدنه خودرو وارد ایستگاه میشود، سیلندرها بهصورت همزمان در مدت زمان ۰٫۳ ثانیه گسترش یافته و پنلها را قفل کرده و موقعیتیابی میکنند و در طول فرآیند جوشزنی (۱۰ تا ۱۵ ثانیه در هر چرخه) ثبات را حفظ میکنند.
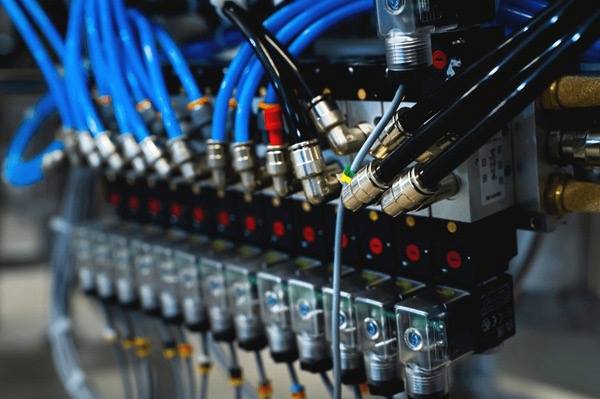
۲. شیرهای پنوماتیک با سرعت بالا
• موقعیت نصب: سیستم کنترل مرکزی برای فعالسازی سیلندرها و موقعیتیابی مشعل جوشزنی.
• ویژگیهای فنی: شیرهای سولنوئیدی با عملکرد پیلوتدار با زمان تغییر حالت ≤۱۰ میلیثانیه و درجه حفاظت IP67. این شیرها برای مقاومت در برابر نوسانات ولتاژ و تداخل الکترومغناطیسی ناشی از تجهیزات جوشزنی طراحی شدهاند.
• نقش عملیاتی: دریافت سیگنالها از PLC (کنترلکننده منطقی قابل برنامهریزی) برای کنترل روشن/خاموش بودن و جهت جریان هواي فشرده، که امکان انجام هماهنگشدهی اقدامات ۲۴+ سیلندر در هر ایستگاه را فراهم میکند. پاسخ سریع شیرها تضمین میکند که خط تولید زمان چرخهای معادل ۶۰ ثانیه برای هر بدنهی خودرو را به دست آورد — ۳۰٪ سریعتر از سیستم هیدرولیک قبلی.
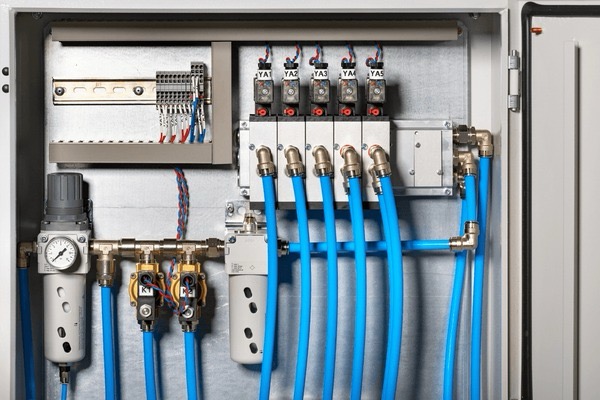
۳. واحدهای آمادهسازی هوا (APU)
• موقعیت نصب: ورودی سیستم پنوماتیک، متصل به کمپرسور مرکزی هواي کارخانه.
• ویژگیهای فنی: واحدهای ترکیبی فیلتر-تنظیمکننده-روغنکننده (FRL) با فیلتر ذرات ۵ میکرونی، جداکنندهی آب (نقطهی شبنم ≤۲°سانتیگراد) و تنظیمکنندهی فشار قابل تنظیم (۰٫۱ تا ۱٫۰ مگاپاسکال). روغنکننده، روغن را به صورت اتمی به قطعات متحرک ارسال میکند تا از سایش آنها جلوگیری شود.
• نقش عملیاتی: پاکسازی و شرایطدهی هوای فشرده برای حذف رطوبت، گرد و غبار و آلایندههای روغنی، بهگونهای که اجزای واقعشده در مسیر خروجی (مانند سیلندرها و شیرها) بهصورت قابلاطمینان کار کنند. این امر نرخ خرابی اجزا را ۴۰٪ کاهش داده و بازه زمانی نگهداری را از ۳ ماه به ۱۲ ماه افزایش میدهد.
۴. گریپرهای پنوماتیک با حسگر نیرو
• موقعیت نصب: انتهای بازوی رباتیک برای جابهجایی قطعات بدنه جوشخورده (مانند سیلهای جانبی و عضوهای عرضی).
• ویژگیهای فنی: گریپرهای موازی با نیروی بستن قابل تنظیم (۰٫۵ تا ۵ کیلونیوتن) و حسگرهای فشار داخلی. این گریپرها از آلیاژ مقاوم در برابر حرارت ساخته شدهاند تا بتوانند در برابر گرمای تابیدهشده از مشعلهای جوشکاری (تا ۱۲۰ درجه سانتیگراد) مقاومت کنند.
• نقش عملیاتی: بازوی رباتیک از این گریپرها برای بلند کردن قطعات جوشخوردهای با وزن ۱۵ تا ۳۰ کیلوگرم استفاده میکند؛ در این فرآیند، حسگرهای نیرو بازخورد لحظهای به PLC ارسال میکنند تا از بستن بیشازحد (که ممکن است منجر به تغییر شکل قطعات شود) یا بستن ناکافی (که خطر رها شدن قطعات را به همراه دارد) جلوگیری شود.