Огляд проекту: Глобальний автовиробник (OEM — виробник оригінального обладнання) модернізував свою лінію виробництва кузова-«білої» (BIW) для задоволення зростаючого попиту на електромобілі (EV) та підвищення гнучкості виробництва. Основною проблемою було...

Глобальний автовиробник (OEM — виробник оригінального обладнання) модернізував свою лінію виробництва кузова-«білої» (BIW) для задоволення зростаючого попиту на електромобілі (EV) та підвищення гнучкості виробництва. Основним завданням було забезпечити високоточне позиціонування при зварюванні, скорочення тривалості циклу та надійну роботу в складних умовах цеху — з високою температурою, бризками розплавленого металу та вібрацією. Пневматична технологія була обрана як основне рішення для приводів завдяки її високій швидкодії, здатності сприймати великі навантаження та стійкості до екстремальних умов.
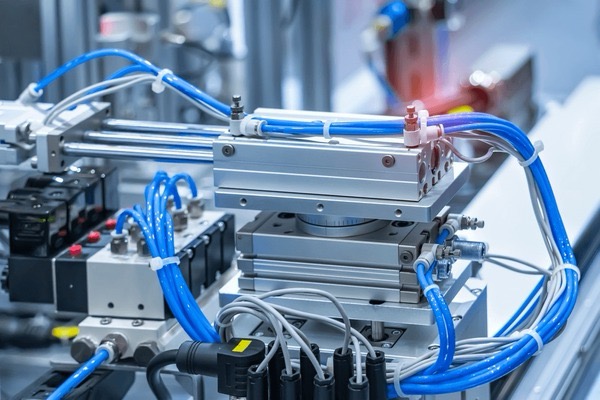
1. Точні керовані пневмоциліндри
• Місце встановлення: станції затискання та позиціювання кузовних панелей (наприклад, рама дверей, дах і підлога).
• Технічні характеристики: ці циліндри оснащені вбудованими лінійними направляючими й механізмами регулювання ходу й забезпечують повторювану точність позиціювання ±0,05 мм — що є критично важливим для забезпечення стабільних зазорів між кузовними панелями під час зварювання. Двохстороннє (подвійно-діюче) виконання забезпечує високе зусилля затискання (до 8 кН), що запобігає зміщенню панелей під час зварювання великим струмом.
• Експлуатаційна роль: коли кузовна оболонка надходить на станцію, циліндри одночасно висуваються, щоб затиснути й зафіксувати панелі протягом 0,3 секунди й підтримувати їх стабільність протягом усього процесу зварювання (10–15 секунд на цикл).
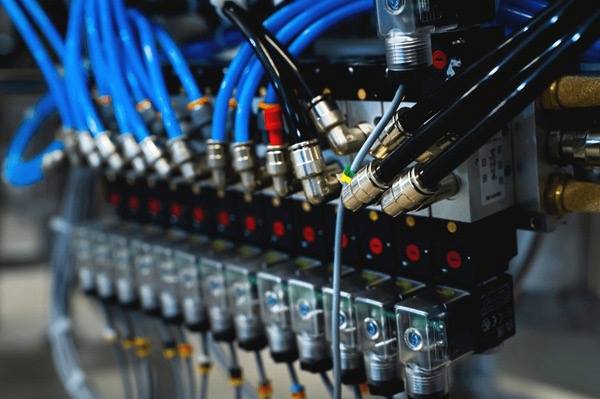
2. Високошвидкісні пневмоклапани
• Місце встановлення: центральна система керування для приведення в дію циліндрів та позиціювання зварювального пальника.
• Технічні характеристики: Соленоїдні клапани пілотного типу з часом перемикання ≤10 мс та ступенем захисту IP67. Вони розроблені для стійкості до коливань напруги та електромагнітних перешкод від зварювального обладнання.
• Експлуатаційна роль: Приймають сигнали від ПЛК (програмованого логічного контролера) для керування вмиканням/вимиканням та напрямком потоку стисненого повітря, забезпечуючи синхронну роботу 24+ циліндрів на кожній станції. Швидка реакція клапанів дозволяє досягти циклового часу на конвеєрі 60 секунд на кузов — на 30 % швидше, ніж у попередній гідравлічній системі.
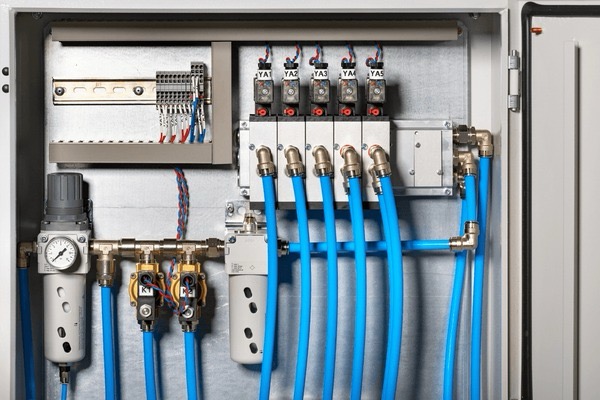
3. Блоки підготовки повітря (БПП)
• Місце встановлення: Вхід пневматичної системи, підключений до центрального компресора заводу.
• Технічні характеристики: Комбіновані блоки фільтр–регулятор–мастильник (ФРМ) з фільтром твердих частинок 5 мкм, сепаратором води (точка роси ≤2 °C) та регулятором тиску з можливістю його регулювання (0,1–1,0 МПа). Мастильник подає атомізоване мастильне масло для захисту рухомих деталей від зношування.
• Експлуатаційна роль: очищення та підготовка стисненого повітря з метою видалення вологи, пилу та забруднювачів у вигляді олії, що забезпечує надійну роботу компонентів наступного ступеня (циліндрів, клапанів). Це зменшує частоту виходу компонентів з ладу на 40 % та подовжує інтервал технічного обслуговування з 3 до 12 місяців.
4. Пневматичні захоплювачі з вимірюванням зусилля
• Місце встановлення: кінцеві ефектори роботизованих маніпуляторів для обробки зварених елементів кузова (наприклад, порогів, поперечних балок).
• Технічні характеристики: паралельні захоплювачі з регульованим зусиллям затискання (0,5–5 кН) та вбудованими датчиками тиску. Захоплювачі виготовлені з жаростійкого сплаву, що забезпечує їх стійкість до теплового випромінювання (до 120 °C) від зварювальних пальників.
• Експлуатаційна роль: роботизований маніпулятор використовує захоплювачі для підняття зварених компонентів масою 15–30 кг; датчики зусилля надають PLC поточну інформацію про навантаження, що запобігає надмірному затисканню (що може призвести до деформації компонентів) або недостатньому затисканню (що загрожує втратою деталей).