Общ преглед на проекта: Глобален производител на автомобилни компоненти (OEM – Original Equipment Manufacturer) модернизираше своята производствена линия за каросерии в бяло (BIW), за да отговори на растящия спрос за електрически автомобили (EV) и да подобри гъвкавостта на производството. Основният предизвикателство беше да се постигне високоточна позициониране при заваряването, кратки цикли и надеждна работа в тежките условия на работилницата – характеризиращи се с високи температури, разпръснати заваръчни капки и вибрации.

Глобален производител на автомобилни компоненти (OEM – Original Equipment Manufacturer) модернизираше своята производствена линия за каросерии в бяло (BIW), за да отговори на растящия спрос за електрически автомобили (EV) и да подобри гъвкавостта на производството. Основният предизвикателство беше да се постигне високоточна позициониране при заваряването, кратки цикли и надеждна работа в тежките условия на работилницата – характеризиращи се с високи температури, разпръснати заваръчни капки и вибрации. Пневматичната технология беше избрана като основно решение за задвижване поради нейната превъзходна реактивност, товароносимост и устойчивост към тежки условия.
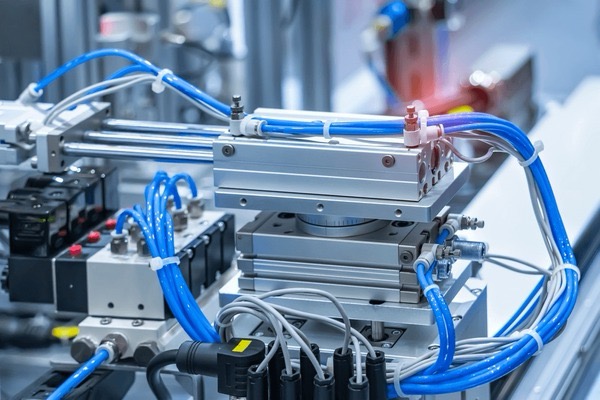
1. Пневматични цилиндри с прецизно насочване
• Място на монтиране: Станий за стягане и позициониране на кузовни панели (напр. рамка на врата, покрив и подова част).
• Технически характеристики: Тези цилиндри са оборудвани с интегрирани линейни водачи и механизми за регулиране на хода и осигуряват повтаряща се позиционна точност ±0,05 мм — от решаващо значение за гарантиране на постоянни заваръчни зазори между кузовните панели. Двустранно действащата конструкция осигурява силна стягаща сила (до 8 kN), за да се предотврати преместването на панелите по време на заваряване с висок ток.
• Експлоатационна роля: Когато кузовната обвивка влезе в станцията, цилиндрите се изтягат синхронно, за да стегнат и позиционират панелите за 0,3 секунди и да поддържат стабилност през целия процес на заваряване (10–15 секунди на цикъл).
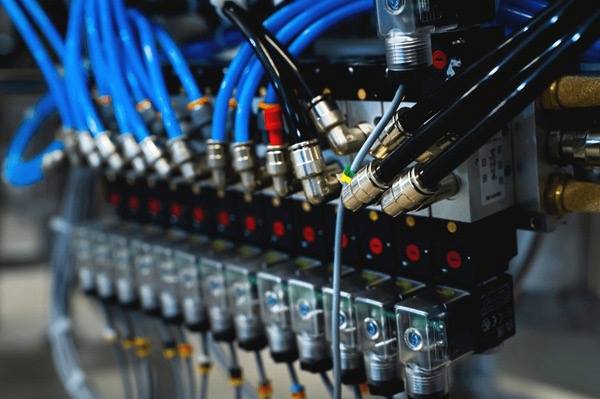
2. Високоскоростни пневматични клапани
• Място на монтиране: Централна система за управление на задействането на цилиндри и позиционирането на заваръчната горелка.
• Технически характеристики: Пилотно управлявани соленоидни клапани с време на превключване ≤10 ms и степен на защита IP67. Те са проектирани да издържат напрежението и електромагнитните смущения от заваръчната техника.
• Експлоатационна роля: Получават сигнали от ПЛК (програмируем контролер) за управление на включването/изключването и посоката на потока компресиран въздух, което осигурява синхронизирани действия на 24+ цилиндъра на всяка станция. Бързият отговор на клапаните гарантира, че производствената линия постига цикълно време от 60 секунди на кузов — с 30 % по-бързо от предишната хидравлична система.
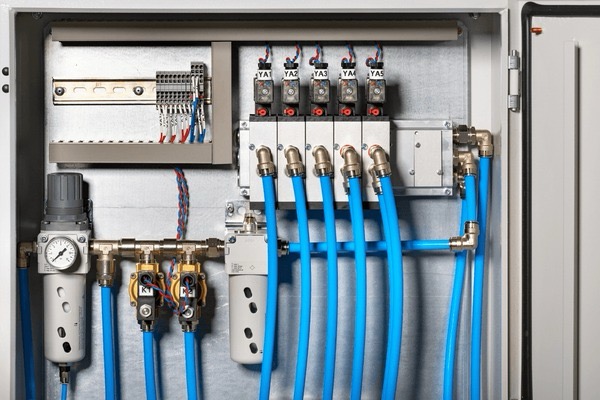
3. Въздушни подготовителни единици (ВПЕ)
• Местоположение на монтиране: Вход на пневматичната система, свързан с централния въздушен компресор на фабриката.
• Технически характеристики: Комбинирани филтър-регулатор-смазочни (ФРС) единици с филтър за твърди частици 5 μm, воден сепаратор (точка на оросяване ≤2 °C) и регулатор на налягането с възможност за настройка (0,1–1,0 MPa). Смазочникът подава разпилена масло, за да предпазва подвижните части от износване.
• Оперативна роля: Очистка и подготвяне на компресиран въздух чрез премахване на влага, прах и маслени примеси, за да се гарантира надеждната работа на компонентите по-нататък по веригата (цилиндри, клапани). Това намалява честотата на повредите на компонентите с 40 % и удължава интервала между техническите прегледи от 3 на 12 месеца.
4. Пневматични хватки с усещане на сила
• Местоположение на инсталиране: Крайни ефектори на роботизирани ръце за обработване на заварени кузовни компоненти (напр. странични прагове, напречни греди).
• Технически характеристики: Паралелни хватки с регулируема стискателна сила (0,5–5 kN) и вградени датчици на налягане. Хватките са изработени от сплав, устойчива на високи температури, за да издържат топлинното лъчение (до 120 °C) от заваръчните горелки.
• Оперативна роля: Роботизираната ръка използва хватките, за да взема заварени компоненти с тегло 15–30 kg, като датчикът на сила осигурява реалновременна обратна връзка към ПЛК, за да се избегне прекомерно стискане (което би деформирало компонентите) или недостатъчно стискане (което би довело до падане на частите).