Buod ng Proyekto: Isang pandaigdigang automotive OEM (Original Equipment Manufacturer) ay nag-uupgrade ng kanyang linya ng produksyon ng body-in-white (BIW) upang tugunan ang tumataas na demand para sa mga electric vehicle (EV) at mapabuti ang fleksibilidad sa pagmamanupaktura. Ang pangunahing hamon ay ang...

Isang pandaigdigang automotive OEM (Original Equipment Manufacturer) ay nag-uupgrade ng kanyang linya ng produksyon ng body-in-white (BIW) upang tugunan ang tumataas na demand para sa mga electric vehicle (EV) at mapabuti ang fleksibilidad sa pagmamanupaktura. Ang pangunahing hamon ay ang pagkamit ng mataas na presisyon sa posisyon ng pag-weld, mabilis na cycle time, at maaasahang operasyon sa matinding kapaligiran ng workshop—na katangian nito ay mataas na temperatura, spatter, at vibration. Pinili ang pneumatic technology bilang pangunahing solusyon sa actuation dahil sa kanyang superior na responsiveness, kakayahang magdala ng beban, at resistance sa matitinding kondisyon.
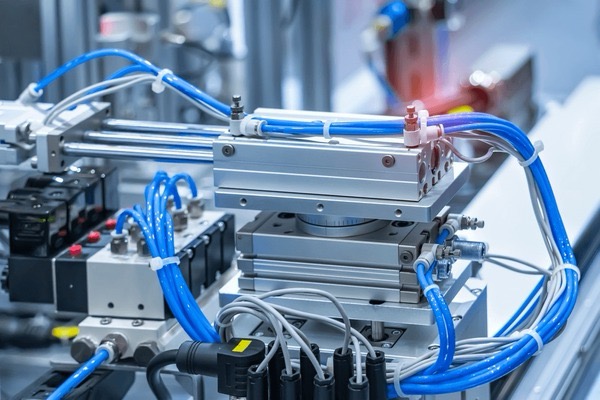
1. Mga Precision Guided Pneumatic Cylinders
• Lokasyon ng Pag-deploy: Mga istasyon ng pag-clamp at posisyon ng body panel (halimbawa: door frame, roof, at floor assembly).
• Mga Teknikal na Katangian: Ang mga silindro na ito ay kabilang sa mga integrated linear guides at mga mekanismo para sa pag-aadjust ng stroke, na nagbibigay ng ulit-ulit na katiyakan sa pagpo-posisyon ng ±0.05 mm—na mahalaga upang matiyak ang pare-parehong puwang sa pagsusunog sa pagitan ng mga panel ng katawan. Ang disenyo na may dalawang direksyon (double-acting) ay nagbibigay ng malakas na puwersa sa pagkakapit (hanggang 8 kN) upang maiwasan ang paglipat ng mga panel habang isinasagawa ang pagsusunog na may mataas na kasalukuyan.
• Pang-opera na Tungkulin: Kapag pumasok ang isang katawan ng sasakyan sa istasyon, ang mga silindro ay lumalabas nang sabay-sabay upang ikapit at ilagay ang mga panel sa loob lamang ng 0.3 segundo, na pinapanatili ang katatagan sa buong proseso ng pagsusunog (10–15 segundo bawat siklo).
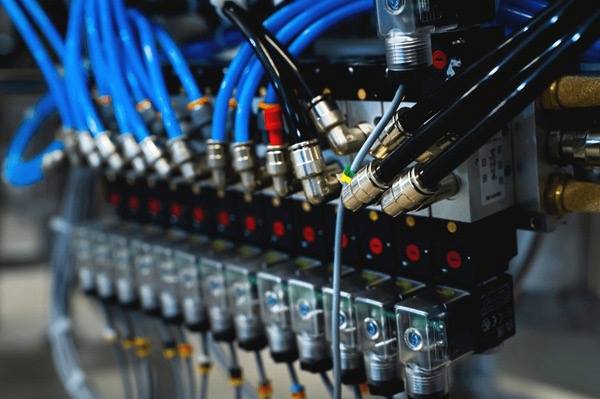
2. Mga Pneumatic na Valve na May Mataas na Bilis
• Posisyon ng Pag-deploy: Sentral na sistema ng kontrol para sa aktibasyon ng mga silindro at posisyon ng welding torch.
• Mga Teknikal na Katangian: Mga solenoid valve na may pilot operation na may oras ng pagpapalit na ≤10 ms at rating ng proteksyon na IP67. Dinisenyo ang mga ito upang tumagal sa mga pagbabago ng boltahe at electromagnetic interference mula sa mga kagamitan sa pagsusunog.
• Papel sa Operasyon: Tumatanggap ng mga signal mula sa PLC (Programmable Logic Controller) upang kontrolin ang pag-on/pag-off at direksyon ng daloy ng compressed air, na nagpapahintulot sa nakasinkron na pagkilos ng 24+ na silindro bawat istasyon. Ang mabilis na tugon ng mga valve ay nagsisiguro na ang linya ng produksyon ay nakakamit ang cycle time na 60 segundo bawat katawan ng sasakyan—30% na mas mabilis kaysa sa dating hydraulic system.
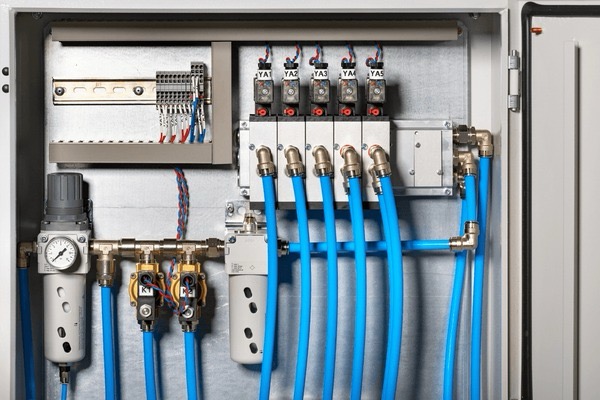
3. Mga Yunit sa Paghahanda ng Hangin (APU)
• Posisyon ng Pagkakalagay: Pasukan ng pneumatic system, konektado sa sentral na air compressor ng pabrika.
• Mga Teknikal na Katangian: Mga kombinadong filter-regulator-lubricator (FRL) na may 5μm na particulate filter, water separator (dew point ≤2°C), at adjustable pressure regulator (0.1–1.0 MPa). Ang lubricator ay nagdadala ng atomized oil upang protektahan ang mga gumagalaw na bahagi laban sa pagsuot.
• Papel sa Operasyon: Linisin at i-condition ang naka-compress na hangin upang alisin ang kahalumigmigan, alikabok, at mga kontaminante mula sa langis, na nagpapatiyak na ang mga sumunod na komponente (mga silindro, mga valve) ay gumagana nang maaasahan. Ito ay binabawasan ang rate ng pagkabigo ng mga komponente ng 40% at pinahahaba ang interval ng pagpapanatili mula sa 3 buwan hanggang sa 12 buwan.
4. Pneumatic Grippers na may Force Sensing
• Posisyon ng Pag-deploy: Mga end-effector ng robotic arm para sa paghawak ng mga welded body component (halimbawa: side sills, crossmembers).
• Mga Teknikal na Katangian: Mga parallel gripper na may adjustable na clamping force (0.5–5 kN) at built-in na pressure sensor. Ang mga gripper ay gawa sa heat-resistant alloy upang tumagal sa radiant heat (hanggang 120°C) mula sa mga welding torch.
• Papel sa Operasyon: Ginagamit ng robotic arm ang mga gripper upang kunin ang mga welded component na may timbang na 15–30 kg, kung saan ang mga force sensor ay nagbibigay ng real-time na feedback sa PLC upang maiwasan ang labis na pag-clamp (na maaaring magdulot ng deformation sa mga komponente) o kulang na pag-clamp (na maaaring magdulot ng pagbagsak ng mga bahagi).