Projectoverzicht Een wereldwijde automobiel-OEM (Original Equipment Manufacturer) moderniseerde zijn productielijn voor carrosserie-in-wit (BIW) om te voldoen aan de groeiende vraag naar elektrische voertuigen (EV’s) en de productieflexibiliteit te verbeteren. De kernuitdaging was om een...

Een wereldwijde automobiel-OEM (Original Equipment Manufacturer) moderniseerde zijn productielijn voor carrosserie-in-wit (BIW) om te voldoen aan de groeiende vraag naar elektrische voertuigen (EV’s) en de flexibiliteit in de productie te verbeteren. De kernuitdaging was het bereiken van zeer nauwkeurige positionering bij het lassen, korte cyclusstijden en betrouwbare werking in de zware werkomgeving — gekenmerkt door hoge temperaturen, spatten van lasmateriaal en trillingen. Pneumatische technologie werd gekozen als de kernactuatieoplossing vanwege haar superieure responsiviteit, draagvermogen en weerstand tegen zware omstandigheden.
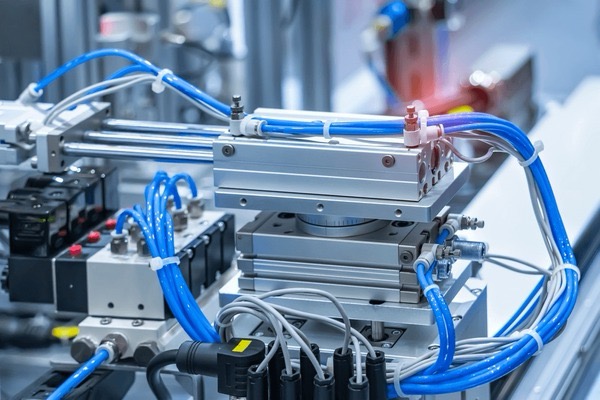
1. Precisiegeleide pneumatische cilinders
• Inzetpositie: Klemposts en positioneringsstations voor carrosseriedelen (bijv. deurkader, dak en vloerassen).
• Technische kenmerken: Voorzien van geïntegreerde lineaire geleidingen en instelbare slagmechanismen, bieden deze cilinders een herhaalnauwkeurigheid van ±0,05 mm — essentieel voor het waarborgen van consistente lasnaden tussen carrosseriedelen. Het dubbelwerkende ontwerp levert een sterke klemkracht (tot 8 kN) om verplaatsing van de panelen tijdens het lassen met hoge stroom te voorkomen.
• Functionele rol: Wanneer een carrosserie in de station binnenkomt, worden de cilinders gelijktijdig uitgeschoven om de panelen binnen 0,3 seconden te klemmen en te positioneren, en blijven ze gedurende het gehele lasproces stabiel (10–15 seconden per cyclus).
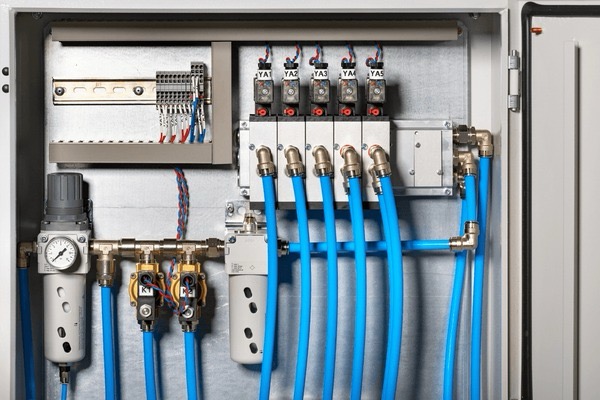
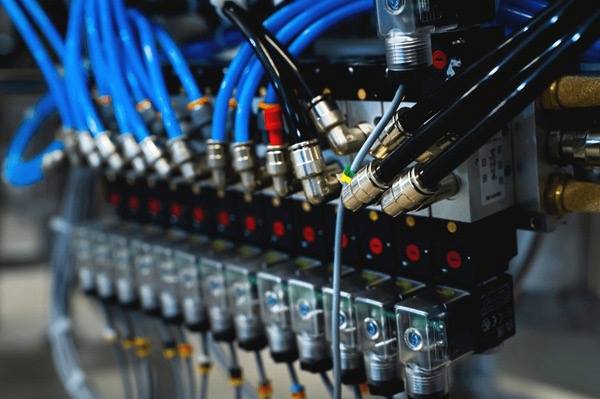
2. Pneumatische kleppen voor hoogwaardige snelheid
• Installatiepositie: Centraal besturingssysteem voor bediening van de cilinders en positionering van de lastoorts.
• Technische kenmerken: Pijlotgestuurde magneetkleppen met een schakeltijd van ≤10 ms en een IP67-beschermingsgraad. Ze zijn ontworpen om spanningsfluctuaties en elektromagnetische interferentie van lasapparatuur te weerstaan.
• Operationele functie: Ontvangt signalen van de PLC (Programmeerbare Logische Besturing) om de aan/uit-status en richting van de persluchtstroom te regelen, waardoor gesynchroniseerde bewegingen van 24+ cilinders per station mogelijk zijn. De snelle reactietijd van de kleppen zorgt ervoor dat de productielijn een cyclusduur van 60 seconden per carrosserie bereikt — 30% sneller dan het vorige hydraulische systeem.
3. Luchtbereidingsunits (APU’s)
• Installatiepositie: Invoer van het pneumatische systeem, aangesloten op de centrale luchtcompressor van de fabriek.
• Technische kenmerken: Gecombineerde filter-regelaar-smeerverzorgingsunits (FRL-units) met een 5 μm deeltjesfilter, waterafscheider (dauwpunt ≤ 2 °C) en instelbare drukregelaar (0,1–1,0 MPa). De smeerverzorgingsunit levert geatomiseerde olie om bewegende onderdelen te beschermen tegen slijtage.
• Functionele rol: Zuiveren en conditioneren van perslucht om vocht, stof en olieverontreinigingen te verwijderen, zodat de downstream-componenten (cilinders, kleppen) betrouwbaar blijven functioneren. Dit verlaagt het uitvalpercentage van componenten met 40% en verlengt het onderhoudsinterval van 3 naar 12 maanden.
4. Pneumatische grepers met krachtmeting
• Installatiepositie: Eindeffectoren van robotarmen voor het hanteren van gelaste carrosseriedelen (bijv. zijdrepen, dwarsbalken).
• Technische kenmerken: Parallelle grepers met instelbare klemkracht (0,5–5 kN) en ingebouwde drukgevoelige sensoren. De grepers zijn vervaardigd uit hittebestendige legering om stralingswarmte (tot 120 °C) van lasbranders te weerstaan.
• Functionele rol: De robotarm gebruikt de grepers om gelaste onderdelen met een gewicht van 15–30 kg op te pakken; de krachtsensoren verstrekken in realtime feedback aan de PLC om overklemmen (waardoor onderdelen kunnen vervormen) of onvoldoende klemmen (waardoor onderdelen kunnen vallen) te voorkomen.