Prosjektoversikt En global bil-OEM (Original Equipment Manufacturer) oppgraderte sitt karosseri-i-hvitt (BIW)-produksjonsanlegg for å møte den økende etterspørselen etter elbiler (EV) og forbedre produksjonsfleksibiliteten. Den sentrale utfordringen var å ...

En global bilprodusent (OEM – Original Equipment Manufacturer) oppgraderte sitt anlegg for produksjon av karosserier uten ytre beklædning (BIW) for å møte den økende etterspørselen etter elbiler (EV) og forbedre fleksibiliteten i produksjonen. Den sentrale utfordringen var å oppnå sveising med høy nøyaktighet, korte syklustider og pålitelig drift i den kravfulle verkstadsomgivelsen – kjennetegnet ved høye temperaturer, sputter og vibrasjoner. Pneumatikk ble valgt som den sentrale aktueringsløsningen på grunn av dens overlegne responsivitet, bæreevne og motstandsdyktighet mot kravfulle forhold.
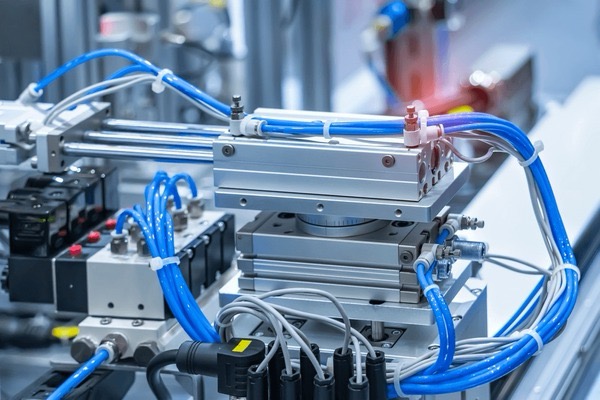
1. Presisjonsstyrte pneumatiske sylindere
• Plassering: Fastspennings- og posisjoneringsstasjoner for karosserideler (f.eks. dørkarm, tak og gulvmontering).
• Tekniske egenskaper: Utstyrt med integrerte lineære veiledere og innstilling av slaglengde, gir disse sylindrene en gjentatt posisjonsnøyaktighet på ±0,05 mm – avgjørende for å sikre konsekvente sveisespalter mellom karosseriplater. Den dobbeltvirkende konstruksjonen gir kraftig klemspenning (opp til 8 kN) for å forhindre platenes forskyvning under sveising med høy strøm.
• Driftsrolle: Når et karosseri kommer inn på stasjonen, utvider sylindrene seg synkront for å kleme og plassere platene innen 0,3 sekunder, og opprettholder stabilitet gjennom hele sveiseprosessen (10–15 sekunder per syklus).
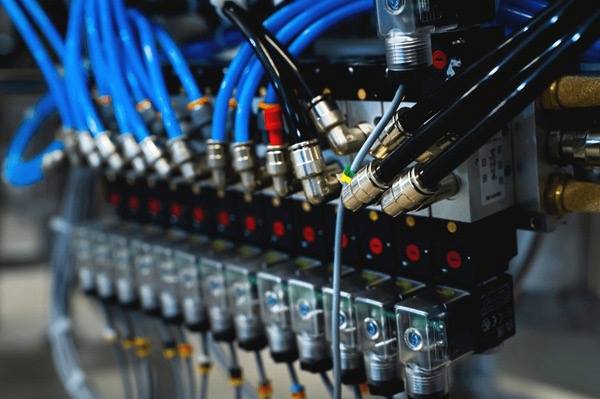
2. Høyhastighetspneumatiske ventiler
• Monteringsposisjon: Sentralt kontrollsystem for sylinderdrift og plassering av sveisebrenner.
• Tekniske egenskaper: Pilotstyrte magnetventiler med en byttetid på ≤10 ms og IP67-beskyttelsesgrad. De er designet for å tåle spenningsvariasjoner og elektromagnetisk forstyrrelse fra sveiseutstyr.
• Driftsrolle: Mottar signaler fra PLC (programmerbar logikkstyring) for å styre på/av og retning på komprimert luftstrøm, noe som muliggjør synkroniserte handlinger til 24+ sylindre per stasjon. Ventilenes rask respons sikrer at produksjonslinjen oppnår en syklustid på 60 sekunder per karosseri – 30 % raskere enn det tidligere hydrauliske systemet.
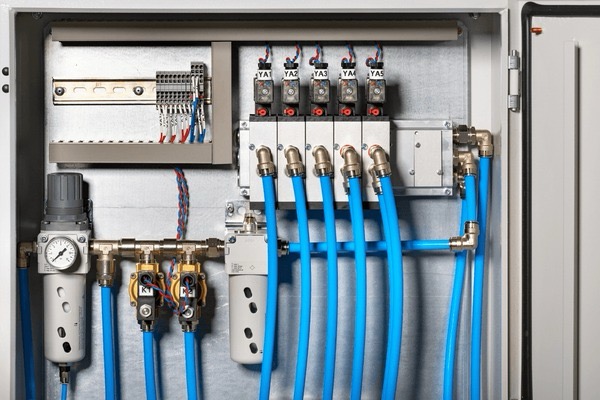
3. Luftforberedelsesenheter (APU)
• Plassering: Inngang til det pneumatiske systemet, koblet til fabrikkens sentrale luftkompressor.
• Tekniske egenskaper: Kombinerte filter-regulator-smørepåføringsenheter (FRL) med 5 μm partikkel-filter, vannseparator (duggpunkt ≤ 2 °C) og justerbar trykkregulator (0,1–1,0 MPa). Smørepåføringsenheten leverer atomisert olje for å beskytte bevegelige deler mot slitasje.
• Driftsrolle: Ren og kondisjoner komprimert luft for å fjerne fuktighet, støv og oljeforurensninger, slik at nedstrømskomponenter (sylindre, ventiler) fungerer pålitelig. Dette reduserer feilfrekvensen for komponenter med 40 % og utvider vedlikeholdsintervallet fra 3 til 12 måneder.
4. Pneumatiske grep med kraftdeteksjon
• Monteringsposisjon: Endeffektorer på robotarm for håndtering av sveiste karosserikomponenter (f.eks. sidekarm, tverrbjelker).
• Tekniske egenskaper: Parallelle grep med justerbar klemmekraft (0,5–5 kN) og integrerte trykkfølere. Grepet er laget av varmebestandig legering for å tåle strålingsvarme (opp til 120 °C) fra sveisebrennere.
• Driftsrolle: Robotarmen bruker grepet til å heve sveiste komponenter som veier 15–30 kg, der kraftfølerne gir sanntids tilbakemelding til PLC-en for å unngå overklemming (som kan deformere komponentene) eller underklemming (som øker risikoen for at deler faller).