Projekt áttekintése Egy globális autóipari OEM (eredeti felszerelés gyártója) frissítette fehér karosszériás (BIW) gyártósorát az elektromos járművek (EV) iránti növekvő kereslet kielégítése és a gyártási rugalmasság javítása érdekében. A fő kihívás az volt, hogy egy...

Egy globális autógyártó OEM (eredeti felszerelés gyártója) frissítette fehér karosszériás (BIW) gyártósorát, hogy eleget tegyen az elektromos járművek (EV) iránti növekvő keresletnek és javítsa a gyártási rugalmasságot. A fő kihívás a nagy pontosságú hegesztési pozicionálás, a rövid ciklusidők és a megbízható működés elérése volt a kemény műhelyi környezetben – amelyet magas hőmérséklet, szikrák és rezgések jellemeznek. A neumatiszkus technológiát választották az alapmozgató megoldásként, mivel kiválóan reagál, nagy terhelést bír el és ellenáll a kemény környezeti feltételeknek.
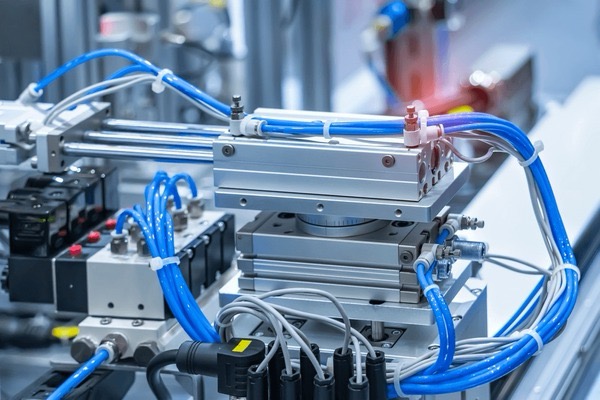
1. Pontos vezérelt neumatiszkus hengerek
• Telepítési hely: Karosszériaelemek rögzítése és pozicionálása (pl. ajtókeret, tető és padló összeszerelése).
• Műszaki jellemzők: Ezek a hengerek integrált lineáris vezetékekkel és lökethossz-beállító mechanizmusokkal vannak felszerelve, így ismétlődő pozícionálási pontosságuk ±0,05 mm – ami kritikus fontosságú a karosszériapanelek közötti egyenletes hegesztési rés fenntartásához. A kettős hatású kivitel erős befogóerőt biztosít (legfeljebb 8 kN), amely megakadályozza a panelek elmozdulását nagyáramú hegesztés közben.
• Működési szerep: Amikor egy karosszéria beérkezik a munkaállomásra, a hengerek 0,3 másodperc alatt szinkron módon kinyúlnak, hogy befogják és pontosan helyezzék el a paneleket, és ezt az állapotot fenntartják az egész hegesztési folyamat során (10–15 másodperc ciklusonként).
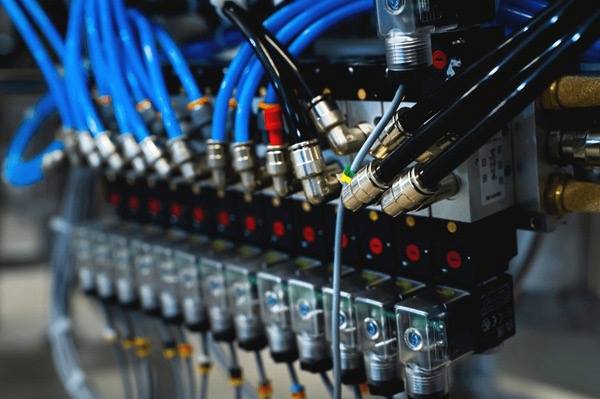
2. Nagysebességű nevelő szelepek
• Telepítési hely: Központi vezérlőrendszer a hengerek működtetéséhez és a hegesztőpisztoly pozícionálásához.
• Műszaki jellemzők: Segédvezérelt elektromágneses szelepek 10 ms-nél nem nagyobb kapcsolási idővel és IP67 védettségi osztállyal. Ezeket úgy tervezték, hogy ellenálljanak a feszültségingadozásoknak és a hegesztőberendezések által keltett elektromágneses zavaroknak.
• Működési szerep: Jelek fogadása a PLC-től (programozható logikai vezérlőtől) a sűrített levegő áramlásának be/kikapcsolásához és irányváltásához, így lehetővé téve 24 vagy több henger szinkron működését egy-egy állomáson. A szelepek gyors válaszideje biztosítja, hogy a gyártósor 60 másodperc/testkocsi ciklusidőt érjen el – 30%-kal gyorsabban, mint az előző hidraulikus rendszer.
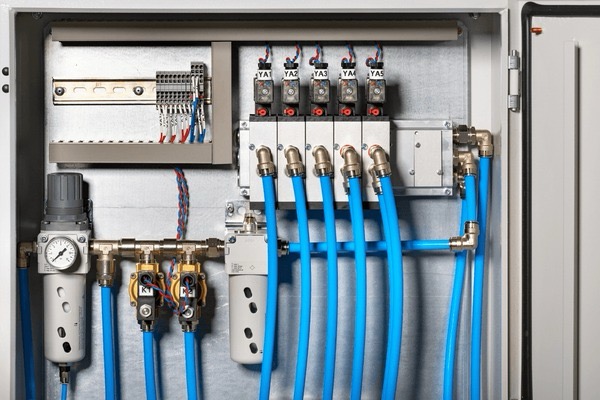
3. Légelőkészítő egységek (APU)
• Telepítési hely: A nevezetes rendszer bemenete, összekötve a gyár központi levegőkompresszorával.
• Műszaki jellemzők: Kombinált szűrő-szabályozó-kenő egységek (FRL), 5 μm-es részecskeszűrővel, vízelválasztóval ( harmatpont ≤2 °C) és állítható nyomásszabályozóval (0,1–1,0 MPa). A kenőegység atomizált olajat juttat a mozgó alkatrészekbe, hogy megvédje őket a kopástól.
• Működési szerep: A sűrített levegő tisztítása és kondicionálása a nedvesség, a por és az olajszennyeződések eltávolítására, így biztosítva a fogyasztó oldali alkatrészek (hengerek, szelepek) megbízható működését. Ez 40%-kal csökkenti az alkatrészek meghibásodásának gyakoriságát, és a karbantartási időközt 3 hónapról 12 hónapra növeli.
4. Erőérzékeléssel rendelkező neumás fogók
• Telepítési hely: Robotkar végberendezései hegesztett karosszériakomponensek (pl. oldalszegélyek, kereszttartók) kezelésére.
• Műszaki jellemzők: Párhuzamos fogók beállítható fogóerővel (0,5–5 kN) és beépített nyomásszenzorokkal. A fogók hőálló ötvözetből készülnek, hogy ellenálljanak a hegesztőpisztolyok sugárzott hőjének (legfeljebb 120 °C-ig).
• Működési szerep: A robotkar a fogók segítségével 15–30 kg tömegű hegesztett komponenseket emel fel, miközben az erőérzékelők valós idejű visszajelzést adnak a PLC-nek, hogy elkerüljék a túlfogást (amely deformálhatja a komponenseket), illetve a gyenge fogást (amely a részek leejtéséhez vezethet).