Projektübersicht Ein globaler Automobil-OEM (Original Equipment Manufacturer) modernisierte seine Karosserie-in-Weiß-(BIW)-Fertigungslinie, um der steigenden Nachfrage nach Elektrofahrzeugen (EVs) gerecht zu werden und die Fertigungsflexibilität zu verbessern. Die zentrale Herausforderung bestand darin, eine...

Ein weltweit tätiger Automobil-OEM (Original Equipment Manufacturer) modernisierte seine Karosserie-in-Weiß-(BIW)-Fertigungslinie, um der steigenden Nachfrage nach Elektrofahrzeugen (EV) gerecht zu werden und die Fertigungsflexibilität zu verbessern. Die zentrale Herausforderung bestand darin, eine hochpräzise Schweißpositionierung, kurze Taktzeiten und einen zuverlässigen Betrieb in der rauen Werkstattumgebung – gekennzeichnet durch hohe Temperaturen, Spritzer und Vibrationen – zu gewährleisten. Die Pneumatik wurde als zentrale Antriebslösung aufgrund ihrer hervorragenden Ansprechgeschwindigkeit, Tragfähigkeit und Widerstandsfähigkeit gegenüber rauen Umgebungsbedingungen ausgewählt.
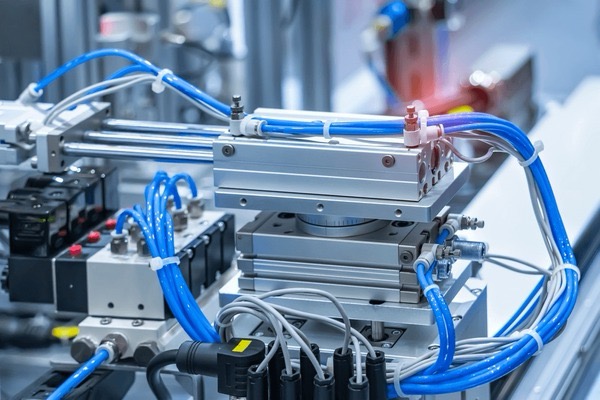
1. Präzisionsgeführte pneumatische Zylinder
• Einsatzposition: Spann- und Positionierstationen für Karosserieteile (z. B. Türrahmen, Dach und Bodengruppe).
• Technische Merkmale: Diese Zylinder sind mit integrierten linearen Führungssystemen und Hubverstellmechanismen ausgestattet und bieten eine Wiederholgenauigkeit bei der Positionierung von ±0,05 mm – entscheidend für konsistente Schweißnähte zwischen Karosserieblechen. Die doppeltwirkende Bauart erzeugt eine hohe Spannkraft (bis zu 8 kN), um eine Verschiebung der Bleche während des Hochstromschweißens zu verhindern.
• Betriebliche Funktion: Sobald eine Karosserie in die Station einfährt, fahren die Zylinder synchron innerhalb von 0,3 Sekunden aus, um die Bleche zu spannen und zu positionieren, und gewährleisten so während des gesamten Schweißprozesses (10–15 Sekunden pro Zyklus) eine stabile Halterung.
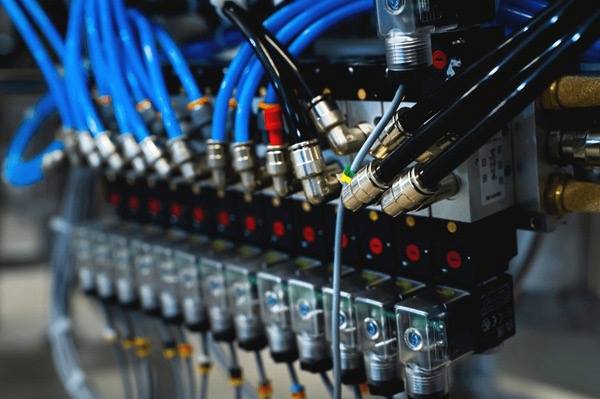
2. Hochgeschwindigkeits-Pneumatikventile
• Einbauort: Zentrales Steuerungssystem für die Betätigung der Zylinder und die Positionierung der Schweißpistole.
• Technische Merkmale: Pilotgesteuerte Magnetventile mit einer Schaltzeit von ≤10 ms und einer Schutzart IP67. Sie sind für Spannungsschwankungen und elektromagnetische Störungen durch Schweißgeräte ausgelegt.
• Betriebliche Funktion: Empfang von Signalen der SPS (Speicherprogrammierbaren Steuerung), um Ein-/Ausschaltung und Richtung des Druckluftstroms zu steuern und so die synchronisierten Bewegungen von über 24 Zylindern pro Station zu ermöglichen. Die schnelle Reaktionszeit der Ventile gewährleistet, dass die Fertigungsstraße eine Taktzeit von 60 Sekunden pro Karosserie erreicht – 30 % schneller als das vorherige hydraulische System.
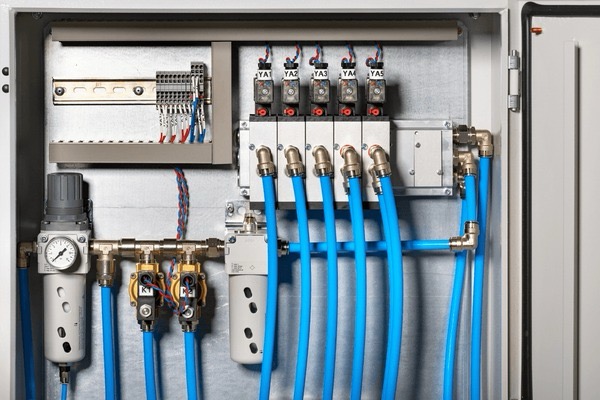
3. Druckluftaufbereitungseinheiten (APU)
• Einbauort: Eingang des pneumatischen Systems, an den zentralen Werkskompressor angeschlossen.
• Technische Merkmale: Kombinierte Filter-Regler-Schmierer-Einheiten (FRL) mit einem Partikelfilter für 5 μm, einem Wasserabscheider (Taupunkt ≤ 2 °C) und einem einstellbaren Druckregler (0,1–1,0 MPa). Der Schmierer führt fein zerstäubtes Öl zu, um bewegte Teile vor Verschleiß zu schützen.
• Betriebliche Funktion: Reinigung und Aufbereitung der Druckluft durch Entfernung von Feuchtigkeit, Staub und Ölverunreinigungen, um einen zuverlässigen Betrieb der nachgeschalteten Komponenten (Zylinder, Ventile) sicherzustellen. Dadurch sinkt die Ausfallrate der Komponenten um 40 % und das Wartungsintervall verlängert sich von 3 auf 12 Monate.
4. Pneumatische Greifer mit Kraftsensorik
• Einbauposition: Endeffektoren des Roboterarms zum Handhaben geschweißter Karosseriekomponenten (z. B. Seitenschwellen, Querträger).
• Technische Merkmale: Parallelgreifer mit einstellbarer Schließkraft (0,5–5 kN) und integrierten Drucksensoren. Die Greifer bestehen aus einer hitzebeständigen Legierung, die Strahlungswärme bis zu 120 °C von Schweißbrennern aushält.
• Betriebliche Funktion: Der Roboterarm nutzt die Greifer, um geschweißte Komponenten mit einem Gewicht von 15–30 kg zu greifen; die Kraftsensoren liefern dabei Echtzeit-Feedback an die SPS, um ein Überklemmen (das zu Verformungen der Komponenten führen könnte) oder ein Unter-klemmen (das das Herabfallen von Teilen riskiert) zu vermeiden.