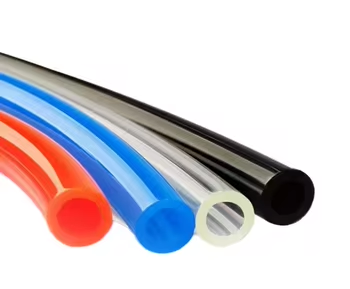
black polyurethane pipe
Black polyurethane pipe represents a cutting-edge solution in modern piping systems, combining exceptional durability with versatile performance characteristics. This specialized tubing material features a distinctive black exterior that provides enhanced UV resistance while maintaining the superior mechanical properties that make polyurethane an ideal choice for demanding applications. The black polyurethane pipe construction utilizes advanced polymer chemistry to create a flexible yet robust conduit capable of withstanding extreme operating conditions. The main functions of black polyurethane pipe encompass fluid transfer, pneumatic system operations, and protective conduit applications across numerous industries. Its primary role involves transporting various media including compressed air, hydraulic fluids, and specialized chemicals while maintaining system integrity under pressure. The technological features of black polyurethane pipe include exceptional tear resistance, outstanding abrasion tolerance, and remarkable flexibility even at low temperatures. The material exhibits superior tensile strength compared to conventional rubber alternatives, ensuring long-term reliability in challenging environments. The black polyurethane pipe demonstrates excellent chemical compatibility with numerous substances, making it suitable for diverse industrial processes. Temperature stability remains consistent across wide operating ranges, typically from -40°F to 180°F, ensuring reliable performance in both indoor and outdoor installations. Applications for black polyurethane pipe span automotive manufacturing, pneumatic automation systems, mining operations, construction equipment, and marine environments. The material's resistance to ozone, weathering, and microbial growth makes it particularly valuable for outdoor installations and harsh industrial settings. Manufacturing processes utilize precise extrusion techniques to maintain consistent wall thickness and dimensional accuracy throughout the entire length of black polyurethane pipe. Quality control measures ensure each pipe meets strict performance standards for pressure rating, flexibility, and chemical resistance, providing customers with dependable solutions for their specific requirements.